
































































































Therefore, determining the shape of a workpiece is almost required in many manufacturing processes. It works in three steps: a dedicated form-measuring machine measures the workpiece, special software filters the data, and the result is determined. There are a few important points to keep in mind to ensure that you master this process safely.
Tip 1: Apply the Correct Filters
Filters are like a sieve; they can eliminate unwanted data and provide only valuable information. To evaluate the measurement data correctly, the correct filters in the software must be selected. Filter settings may often be part of the defined in-house measuring process. For a form measurement, filter and evaluate the data with a long wavelength, which refers to the form, and discard the data with a short wavelength.
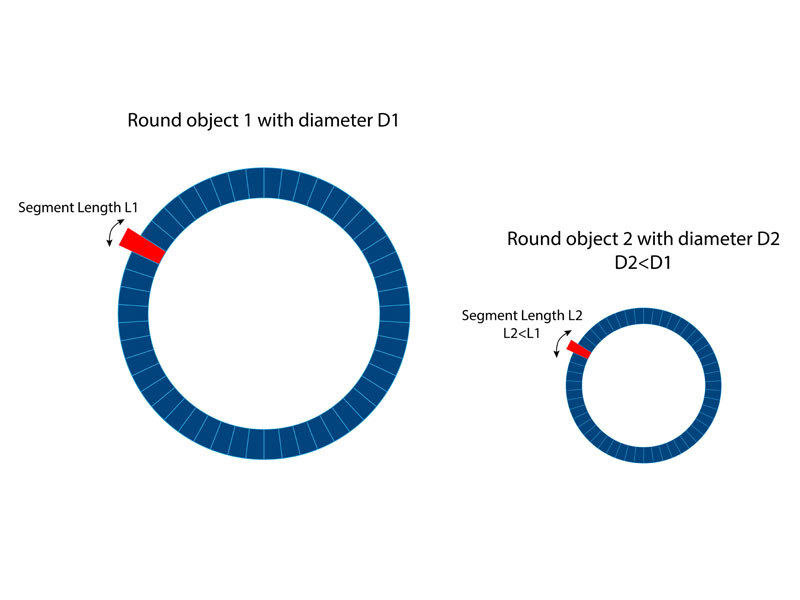
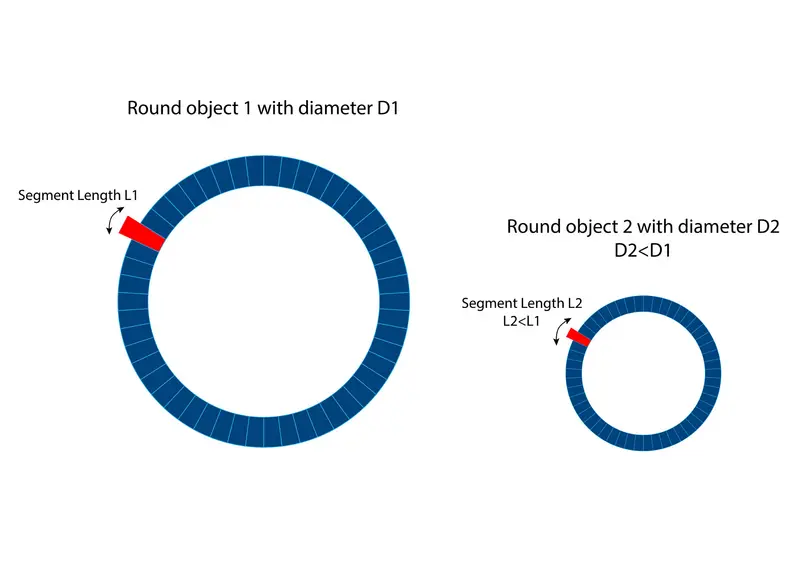
Form filters for roundness measurements are usually specified as angular size, but not in angular degrees, rather in a unit known as "waves per revolution" or UPR for short. Many users choose 50 UPR as the default value. This means that the arc length is 1/50 of a circle or a section on the surface of a round object, which corresponds to 7.2 degrees. However, the arc length changes analogously to the diameter of the workpiece.
Therefore, you must always select the correct filter depending on the diameter and the subsequent function of the workpiece. Depending on the choice of filter, shape defects can contain only coarse components (workpiece is oval or "three-sided equal thickness") or also finer components such as higher-frequency waviness.
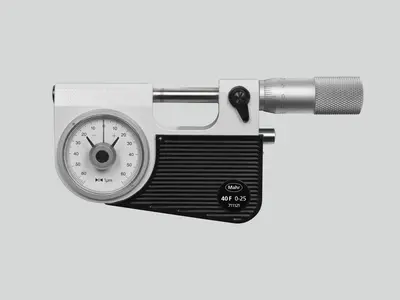
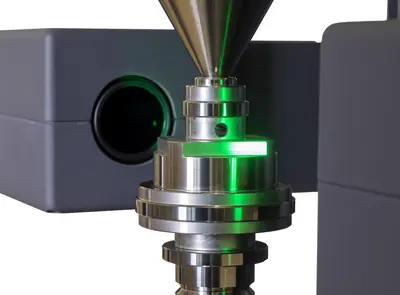
Tip 2: Choose the Right Probe Size
When selecting the probe, one needs to account for the dimensions of the component to be tested. This is because the sensing ball at the tip of the sensing element is itself a mechanical filter. The probe must, therefore, correspond to the workpiece size and the maximum measurable number of waves per revolution. If a probe element that is too large travels on the measuring surface, it cannot fall into all valleys of the real profile. As a result, the unsuitable probe causes unwanted mechanical filtering of the data, which falsifies the measurement results.
Incidentally, many of the international standards for form measurement contain guides on how to select and use the correct probe element. With most modern form systems, the software can be adjusted for the probe size or stored and selected when multiple probes are used.
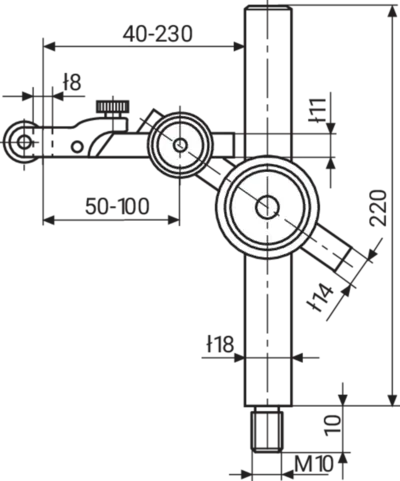
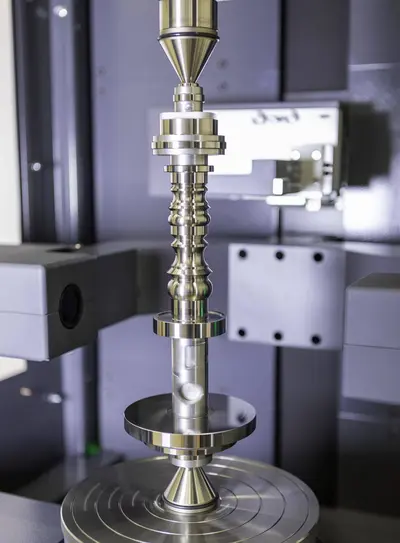
Tip 3: Precisely Align the Workpiece
Before you can measure a workpiece's form and position characteristics with a form-measuring machine, you must first align it. With the help of the tilting and centering table, you tilt and center it so that the workpiece's axis and the form machine's rotation axis coincide. This prevents measuring supposed shape defects that are not there. For example, if the alignment is incorrect, a cut through an inclined cylinder may incorrectly show up as an ellipse rather than a circle. In addition, correct alignment prevents the probing point, which ideally lies exactly in the X-Z plane, from wandering during the measurement.
Some forms machines have an automatic tilting and centering table, which can control alignment errors very well, and you can neglect contributions to errors in roundness measurement. For example, a typical residual eccentric of 5 µm on a cylinder with an outer diameter of 50 mm leads to an additional roundness deviation of less than one nanometer. For other features, especially those relating to position or components with small diameters, the influence of alignment errors may be greater. In any case, the goal is to optimize the alignment and keep the error negligibly small.
If a workpiece has a main reference, you should always align it with this reference. If there is no main reference, aligning at the points with the smallest tolerances makes sense. It is recommended to limit the skew to ten times the numerical value of the residual eccentric (5 µm residual eccentric at 50 µm/m permissible inclination). Then, no problems will arise from the remaining skew, regardless of the distance between the measured circles.
As with any measurement, there are many factors to account for. These three basics tips will get you on the path to making meaningful form measurements.