











































































































The operator, who has only his gage to go by, says, “Don’t tell me the parts are no good-- they measure on my gage.” The inspector replies, “Well, the parts don’t fit, so if your gage says they are okay, your gage is wrong.”
This is the natural reaction. People are quick to blame the instrument because it is easy to quantify. We can grab it, take it to the lab and test it. However, this approach will often fail to find the problem, or find only part of it, because the instrument is only one-fifth of the total measuring system.
The five elements of a measuring system can be listed in an acronym. SWIPE, and rather than immediately blaming the instrument when there is a problem, a better approach is to examine all five elements:
S represents the standard used when the system is set up or checked for error, such as the master in comparative gages of the leadscrew in a micrometer. Remember, master disks and rings should be handled as carefully as gage blocks, because nicks and scratches can be a significant contributor to error.
W is the workpiece being measured. Variations in geometry and surface finish of the measured part directly affect a system’s repeatability. These part variations are difficult to detect, yet can sometimes manifest themselves as apparent error in the measuring system. For example, when measuring a centerless ground part with a two-jet air ring, a three-point out-of-round condition will not show up because you are only seeing average size.
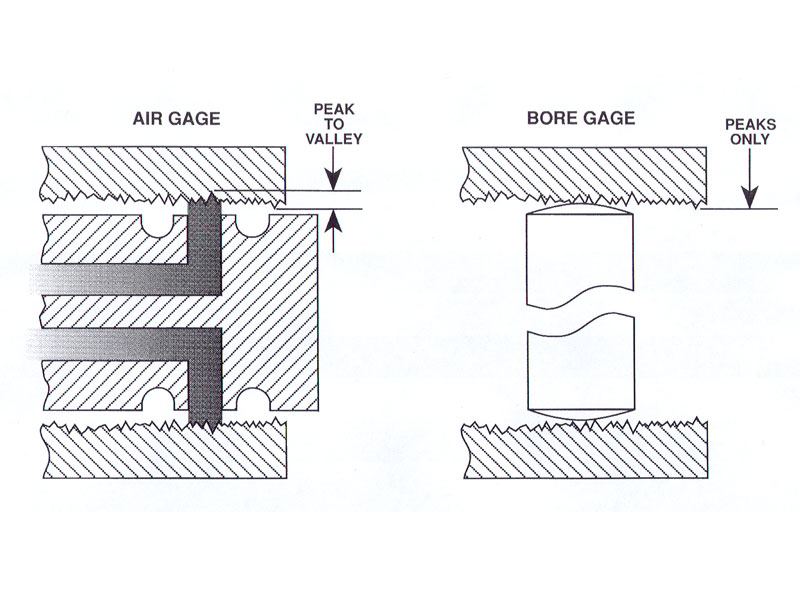
I stands for the instrument itself. Select a gage based on the tolerance of the parts to be measured, the type of environment and the skill level of the operators. And remember what your customers will be measuring the parts with. Say, for example, you are checking bores with an air gage, but your customer inspects them with a mechanical gage. Since the surface is not a mirror finish, your air gage is giving you the average of the peaks and valleys, while the customer’s mechanical gage is saying the bores are too small because it only sees the peaks. Neither measurement is “wrong”, but you could end up blaming each other’s instruments.
P is for people. Failure to adequately train operating personnel will ensure poor performance. Even the operation of the simplest of gages, such as air gaging, requires some operator training for adequate results. Most important, the machine operator must assume responsibility for maintaining the instruments. Checking for looseness, parallelism, nicks and scratches, dirt, rust, and so on, is absolutely necessary to ensure system performance. We all know it, but we forget when we are in a hurry.
E represents the environment. As is well know, thermal factors such as radiant energy, conductive heating, drafts and room temperature differentials can significantly impact gage system performance. And, again, dirt is the number one enemy of gaging. So the problem that has you pulling your hair out and cursing your instruments could be as simple as your shop being a little warmer or a little dustier than your customer’s.
Before blaming your gage, take a SWIPE at it and consider all the factors influencing its accuracy.