Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.

























Innovative Handmesstechnik von Mahr: Messschieber, Messschrauben und Messuhren von analoger bis digitaler Ausführung mit integrierter Funkübertragung. Die Mahr Vergleichsmessgeräte und Referenznormale sind unverzichtbar für Ihre präzise Fertigungsmesstechnik.

Von analog bis digital die ganze Breite an Messschiebern. Einfache Handhabung, kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.

Eine sicher ablesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Messschieber aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und Schutzart bis IP 67 lassen keine Ansprüche offen.
Blendfreie Ablesung, gehärteter Stahl, erhöhte Führungsbahnen zum Schutz des Maßstabes und höchste Genauigkeit. Merkmale eines Qualitätsmessschieber von Mahr mit dem klassischen Nonius.

Großes, kontrastreiches Zifferblatt und stoßgeschütztes Messwerk für dauerhafte Präzision. Der mechanische Klassiker für schnelles und sicheres Ablesen.

Höchste Präzision in unterschiedlichsten Ausführungen. Messschrauben von Mahr gibt es in der klassisch mechanischen bis zur digitalen und kabellosen Variante.

Eine gut lesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Bügelmessschrauben aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 65 lassen keinen Anspruch offen.

Blendfreie Ablesung, Wärmeisolierplatten und eine präzisionsgeschliffene Spindel für höchste Genauigkeit. Merkmale einer Qualitätsmessschraube von Mahr.
Besonders geeignet für eine sichere und schnelle Prüfung von Serienteilen (Wellen, Bolzen, Schäfte). Mit einem Blick wird die Maßhaltigkeit am Feizeiger erkannt und abgelesen.

Zum Messen großer Durchmesser und Prüfen von Abständen bis 2500 mm

Wahlweise mit Skalen- oder Digitalanzeige oder als Schnellmessgerät mit Pistolengriff. Mahr-3-Punkt-Innenmessgeräte liefern durch die automatische Selbstzentrierung stets verlässliche Messergebnisse.

Von analog bis digital die ganze Breite an Messuhren, Feinzeigern und Fühlhebelmessgeräten. Einfache Handhabung, optional kabellos und hochgenau. Perfekt für die effiziente Nutzung in der Fertigung.
Eine sicher lesbare Digitalanzeige, die robuste Konstruktion und die hohe Mahr-Genauigkeit zeichnen unsere digitale Messuhren aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und ein hoher Schutzgrad bis IP 54 lassen keinen Anspruch offen.

Hohe Feinfühligkeit und Genauigkeit durch: Robuste Lagerung der Messwerkachsen, präzisionsverzahnte Räder und Ritzel, hochpräzise gelagerter Messbolzen.

Feinzeiger Millimess haben im Vergleich zu analogen Messuhren noch präzisere Bauteile, eine bessere Messgenauigkeit und eine vielfach bessere Umkehrspanne. Diese Vorteile zeigen sich im besonderen bei Rundlaufprüfungen, Geradheits- und Ebenheitsmessungen sowie Vergleichsmessungen.

Die hochpräzisen Induktiven Millimess-Feinzeiger, realisieren Ziffernschrittwerte bis 0,2 μm. Praxisgerechte Bedienfunktionen wie die Toleranzüberwachung, Minimum- oder Maximum-Erfassung bei dynamischen Messungen, eine kombinierte Ziffern- und Skalenanzeige sowie eine einfache Datenübertragung machen es zu einem unentbehrlichen Präzisionsmessgerät.

Das feinfühlige, computeroptimierte Messwerk sorgt für ein Maximum an Sicherheit und Präzision. Für den rauen Werkstatteinsatz ist die Anzeige durch eine gehärtete Mineralglasscheibe hervorragend gegen Zerkratzen oder Bruch geschützt, zudem sorgt eine Dichtung sicher gegen eindringende Flüssigkeiten.

Das feinfühlige, computeroptimierte Messwerk sorgt für ein Maximum an Sicherheit und Präzision. Für den rauen Werkstatteinsatz ist das drehbare Display hervorragend geschützt, zudem sorgt eine Dichtung sicher gegen eindringende Flüssigkeiten.

Mahr 3D-Messtaster für NC-Maschinen, Bearbeitungszentren und Erodiermaschinen verkürzen Ihre Rüst- und Standzeiten. Perfekt für das genaue Antasten von Bezugskanten an Werkstücken und Vorrichtungen.

Ob Integrated Wireless, externe Funkmodule, USB, Opto RS232 oder Digimatic: Welchen Schnittstellenstandard Sie auch nutzen, MarConnect sorgt immer für eine optimale Verbindung.

Viele Mahr Handmessgeräte verfügen über einen Datenausgang mit MarConnect Schnittstelle. Welchen Schnittstellenstandard Sie auch nutzen (USB, Opto RS232 oder Digimatic) MarConnect sorgt immer für eine optimale Verbindung.

Mit dem Wireless Sortiment von Mahr sichern Sie sich exakte Messergebnisse bei voller Bewegungsfreiheit. Messen Sie modern und einfach – ohne sich von kabelgebundener Technik einschränken zu lassen

MarStand Messstative, Messtische und Rundlaufprüfgeräte bilden durch ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.
Messstative bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Ihre Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.
MarStand Messgestänge werden auf idnividuellen Lösungen eingesetzt und bieten durch Ihren stabilen Aufbau die Grundlage für präzise Messergebnisse. Hier finden Messuhren, Feinzeiger, Fühlhebelmessgeräte und Messtaster die nötige Unterstützung.

Die Kombination aus präzise ebenem Messtisch, stabiler Messsäule und kräftigen Armteilen sind die Merkmale von Messtischen. MarStand Messtische bieten durch Ihren extra stabilen Aufbau die Grundlage für präzise Messergebnisse.

Rundlaufprüfgeräte sind die einfachste Methode um Lage- und Formfehler an Wellen in fertigungsnaher Umgebung festzustellen. Durch die Modellvielfalt bilden die robusten MarStand Rundlaufprüfgeräte die Grundlage für unterschiedlichste Werkstückanforderungen und präzise Messergebnisse.

Prüfplatten aus Hartgranit sind durch eine hohe Festigkeit und Formbeständigkeit die perfekte Basis für Ihre Höhenmessgeräte.

Anzeigende Messgeräte sind als Vergleichsmessgeräte das perfekte Werkzeug für Präzisionsmessungen in der Fertigung. Die Einstellung zu einem Referenznormal reduziert die Abweichungsspanne und minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
Feinzeigerrachenlehren sind die perfekten Messgeräte für Präzisionsmessungen zylindridscher Teile wie Wellen, Bolzen und Schäfte, im Besonderen für sichere und schnelle Prüfungen an Serienteilen. Mit einem Blick wird die Maßhaltigkeit am Feizeiger sicher erkannt und abgelesen.
Innenmessgeräte sind die perfekten Werkzeuge für Präzisionsmessungen von Bohrungen auf Durchmesser, Rundheit und Konizität.

Mit unseren Dickenmessgeräten bieten wir ein robustes und einfaches Spektrum zu besonders schnellen Messen von Folien, Belchen und Platten aller Art.

Wenn übliche Messgeräte wie z.B. Messschieber oder Innenmessschrauben aufgrund der Werstückgeometrie nicht eingesetzt werden können, sind Tastarmmessgeräte die perfekte Lösung!

Universalmessgeräte sind als Vergleichsmessgeräte die perfekten Partner für Präzisionsmessungen in der Fertigung, den die Vergleichmessung zu einem Referenznormal minimiert den Einfluss von Temperaturschwankungen auf das Messergebnis.
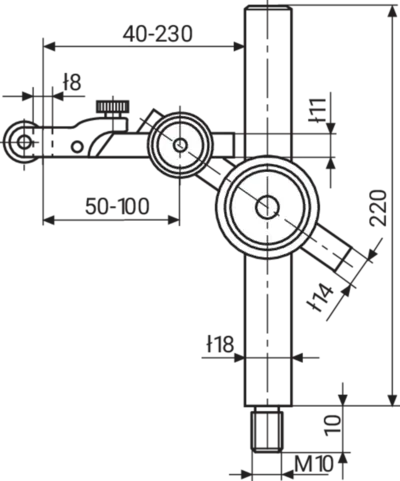
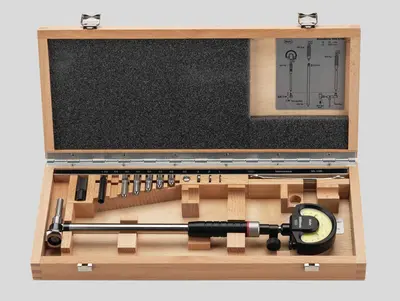
Egal ob Verzahnungen, Gewinde, Kegel oder Einstiche: Die Universalmessgeräte Multimar bieten für fast alle Innen- und Außenmessungen, für die Standardmessgeräte nicht geeignet sind, eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Stellen Sie Ihre Innen- und Außenmessgeräte genau ein. Mit den Einstellgeräten 844 S sind Sie für jede Messaufgabe bestens ausgerüstet – auch für größere Dimensionen.

Egal ob Zentrierränder, schmale Ansätze oder Einstiche: Die Universalmessgeräte Multimar 36B bieten für fast alle Innen- und Außenmessungen eine optimale Lösung. Dafür stehen Ihnen verschiedene Grundgeräte und ein umfassendes Sortiment an Zubehörteilen zur Verfügung.

Vertrauen Sie auf Mahr Normale und Lehren – denn Sie sind die Basis für präzise Messergebnisse.

Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse.

Mit Mahr Endmaßen verfügen Sie über hochwertige Bezugs- und Gebrauchsnormale. Wählen Sie aus 4 Toleranzklassen und 2 Materialen passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

Mahr Prüfstifte stehen in 3 Toleranzklassen und verschiedenen Ausführungen zur Verfügung. Wählen Sie passend für Ihre Werkstatt, Produktion oder Qualitätssicherung aus.

So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt.

So vielfältig wie die Anforderungen an elektrische Längenmessgeräte sind auch ihre Anwendungen. Hier sind höchste Zuverlässigkeit und Präzision sowie einfachste Bedienung gefragt. Millimar Kompakt- und Säulenmessgeräte werden diesen Anforderungen gerecht.
Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Auswerte- und Anzeigegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich und im Messraum.

Durch die vielfältigen Kombinierungsmöglichkeiten von Modulen und Software haben Sie die Chance, Ihre Arbeitsumgebung und Ihr Werkzeug so individuell wie noch nie zu gestalten.

Smarte und universell einsetzbare Software für komplexe Messaufgaben im Fertigungsbereich

Millimar-Messwertaufnehmer sind die einflussreichsten Komponenten einer Messkette. Ihre Eigenschaften bestimmen die Qualität der gesamten Messung. Je nach Anwendungsfall bieten sich dafür verschiedene Technologien an. Zum Beispiel Millimar induktive Messtaster: Robust im Aufbau, flexibel in der Anwendung und attraktiv im Preis.
Egal ob Dickenmessung, Rundlauf oder Konzentrizität: mit den induktiven Tastern erfassen Sie Messwerte und Abweichungen unabhängig von Form, Auflage oder Rundlaufabweichungen. Ihr großer Vorteil ist der große Linearitätsbereich und die relative Unempfindlichkeit gegen Störeinflüsse. Die Taster werden überwiegend für Vergleichsmessungen in der Produktion eingesetzt, dabei können die spezifischen Aufgaben des Sensors variieren.


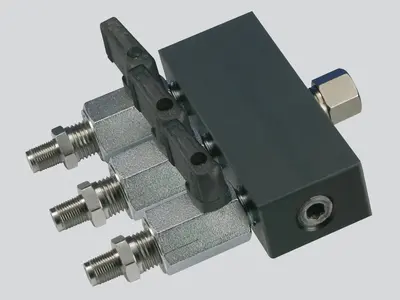
Pneumatische Längenmessgeräte zeichnen sich durch hohe Genauigkeit und Langzeitstabilität aus. Durch berührungsfreies Messen mit Messdüsen entstehen keine Beschädigung der Werkstücke. Ein sicheres Messen auch ungereinigter, eingeölter, eingefetteter oder mit Läpp-Paste behafteter Werkstücke ist problemlos möglich da die Messstellen durch die Messluft gereinigt werden.

Millimar Längenmessgeräte sind kompakt, robust und einfach zu bedienen. Sie sind universell einsetzbare Anzeige- und Auswertegerät für Messaufgaben überschaubarer Komplexität im Fertigungsbereich.

Messergebnisse werden – auch auf Distanz hervorragend ablesbar – auf 101 dreifarbigen Leuchtdioden dargestellt. Bei Überschreitung der programmierbaren Warn- und Toleranzgrenzen erfolgt jeweils ein Farbwechsel der Segmente von Grün nach Gelb bzw. Rot.

Millimar Luftmessgeräte erfassen Maßabweichungen schnell und genau. Sie haben sich als hochwertige pneumatische Längenmessgeräte seit Jahren in der industriellen Fertigung und im Messraum bewährt.
Wenn die Messung und Auswertung mobil erfolgen soll.

Berührungsfreies Messen mit pneumatischen Messringen, keine Beschädigung der Werkstücke.
Passen sie den Messplatz an ihre Messaufgabe an, mit dem Zubehör zur Luftmesstechnik.
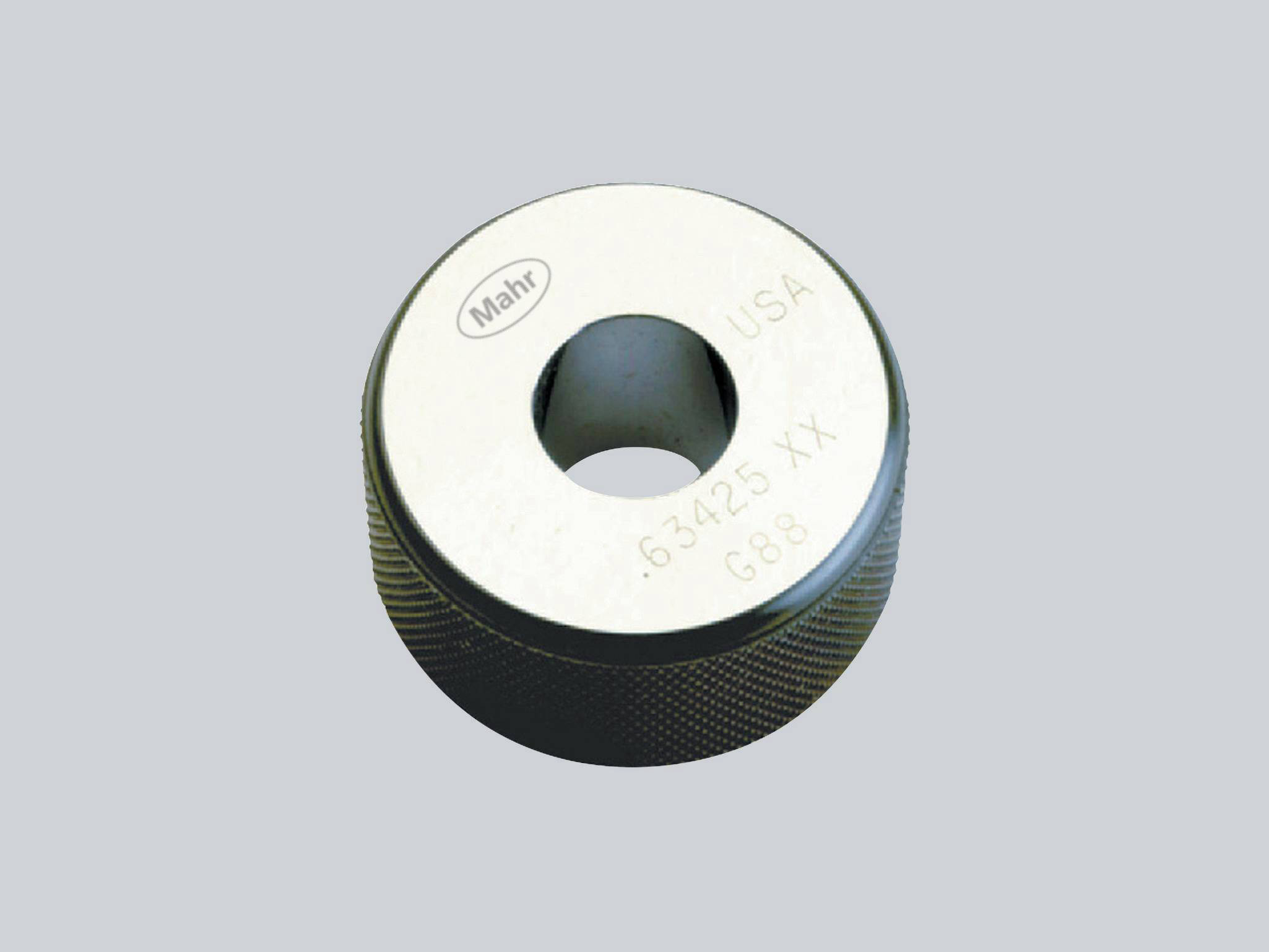
Vertrauen Sie auf Mahr Einstellnormale - denn Sie sind die Basis für präzise Messergebnisse

Einstellen von pneumatischen Messgeräten (Düsenmessringe). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Einstellen von pneumatischen Messgeräten (Düsenmessdorne). Sorgfältig gehärtet, gealtert, geschliffen und geläppt.

Sie wollen mit Ihren Messungen ganz hoch hinaus? Dafür gibt es Digimar!

Zum Anreißen und Markieren von Werkstücken in der Werkstatt. Einfaches Messen von Höhen und Abständen.

Paxisgerechte Messmodi und Messoptionen: Das Digimar 814 C macht typische Messaufgaben leicht

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 816 CLT.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.
Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.

Präzisionslängenmesstechnik steht für dimensionelle Messtechnik in höchster Präzision - sowohl bei absoluten als auch relativen Messungen.

Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung

Universelle, einfach zu bedienende Längenmess- und Einstellgeräte für die Fertigung
Durch die breite Produktpalette vom einfachen Endmaßprüfstand, vollautomatischen Messuhrenpüfstand und der ULM-Geräte bis hin zur ultragenauen und teilautomatisierten CiM-Universal-Messmaschine bietet Mahr stets eine praxisgerechte Lösung für die Fertigung, den Messraum und Kalibrierlaboratorien. Anders gesagt: Messtechnik in höchster Präzision bei äußerst effizienten Messprozessen.

Ob klassische ULM oder motorisierte PLM- und CiM-Geräte. Mahr Universallängenmessmaschinen ermöglichen eine bedienerfreundliche, schnelle und sichere Messung bei kleinstmöglicher Unsicherheit.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Teilautomatisierte und vollautomatische Prüfung von Messuhren, Fühlhebelmessgeräten Feinzeigern und Tastern - effizient und präzise.

Manuelle Prüfung von Messuhren, Fühlhebelmessgeräten und Feinzeigern - einfach und präzise

Vertrauen Sie auf Mahr Endmaßprüfstände - denn Sie sind die Basis für die präzise Prüfung Ihrer Normale

Zur schnellen Prüfung von Abständen, Radien und Winkeln dienen Mikroskope in nahezu allen Industrien. Ob im Labor oder fertigungsnah.
Für die schnelle Bewertung geometrischer Elemente

Oberflächenmesstechnik für Industrie und Forschung

Oberflächenmesstechnik für Industrie und Forschung

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.

Konturmesstechnik dient zur Ermittlung von Grobgestaltabweichungen.

Mit optischen Messgeräten präzise Konturen messen

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle

2D/3D Konturmessung als auch Rauheitsmessung nach ISO 25178 / ISO 4287

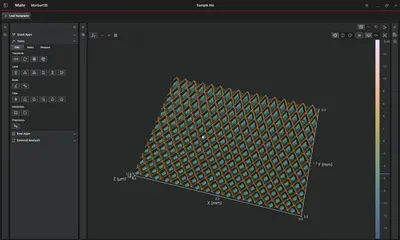
3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!

Messplätze für die Vermessung hochpräziser Optiken

Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

Strukturierte Funktionsoberflächen mit engen Toleranzen erfordern hochpräzise Messsysteme, die in kurzer Zeit flächig die Topografie eines Werkstücks oder Objektes aufnehmen.

Vielseitig und leistungsstark in Messraum und Labor

Kontur- und Rauheitsmessung kombiniert: Profi für alle Fälle
Taktile Messplätze für Konturen- & Rauheitsmessungen
2D/3D Kontur- und Rauheitsmessung nach ISO 25178 / ISO 4287
3D-Oberflächenmesstechnik für Industrie und Forschung

Mit mobilen Messgeräten überall messen!

Mobile 3D-Oberflächenmesstechnik für den
Einsatz vor Ort

Mit mobilen Messgeräten immer genau dort messen, wo die Ergebnisse gebraucht werden.
Messplätze für die Vermessung von höchstempflindlicher Optiken
Wenn der Standard nicht mehr ausreicht: Individuelle Lösungen nach Kundenwunsch

messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.

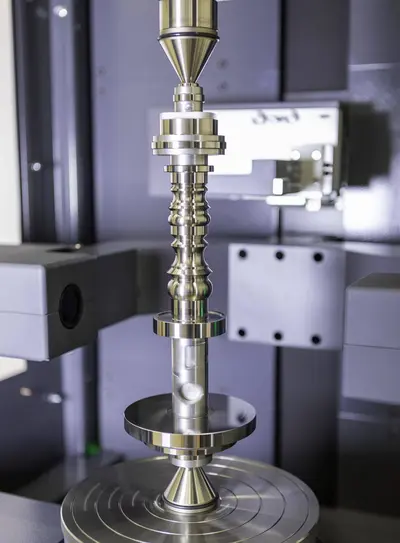
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
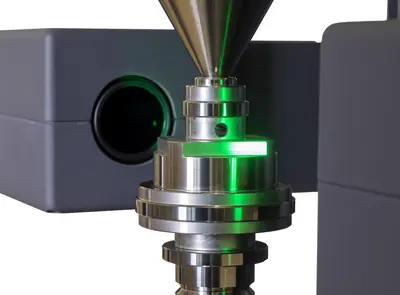
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke.

Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch
Hochauflösende und sehr schnelle Matrixkamera zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten und flexible Spannmöglichkeiten.
Schnelle optische Matrixkamera in Kombination mit hochpräzisen Tastsystemen zum Messen einer großen Anzahl von Merkmalen rotationssymmetrischer Werkstücke. Ergänzung eines vollautomatischen Zentrier- und Kipptisches für extrem schnelles, mechanisches Ausrichten, flexible Spannmöglichkeiten und z.B. auch Innenmessungen.

Systeme für die Messung von Form- und Lagetoleranzen wie zum Beispiel Rundheit, Ebenheit, Geradheit oder Koaxialität. Von manuell bis vollautomatisiert.

Messen Sie einfach, kostengünstig und trotzdem hochgenau Merkmale wie Rundheit, Geradheit und Rundlauf. Unsere manuellen Formmessgeräte eigenen sich sowohl für den Messraum als auch für das fertigungsnahe Messen.

Mit unseren automatischen Formmesssystemen senken Sie Ihre Prozesskosten, ohne jedoch die Prüfkosten in die Höhe zu treiben – durch stabile, innovative Geräte mit einem Höchstmaß an Automatisierung, Flexibilität und Genauigkeit.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch

Optische und taktile Wellenmesssysteme für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
.
Universelle, vollautomatische und robuste optische Wellenmessgeräte für den Einsatz in der rauen Produktionsumgebung.

Optisch-taktile Wellenmessgeräte für den Einsatz in der rauen Fertigungsumgebung. Komplettvermessung von allen gängigen rotationssymmetrischen Werkstücken.
messtechnik
Erleben Sie herausragende Ausstattungsmerkmale kombiniert mit extremer Flexibilität bei der Werkstückgröße und steigern Sie Ihre Produktivität im Fertigungsumfeld.
Zwischen Zentrierspitzen spannbare Werkstücke flexibel vermessen
Flexible Spannmöglichkeiten und hochpräzise Ausrichtung mittels vollautomatischem Zentrier- und Kipptisch

Breites Spektrum an Technologien und Produkten zum schnellen und berührungslosem Erfassen von Oberflächen und Geometrien.
Für die schnelle Bewertung geometrischer Elemente
Bestimmung von Rauheit, Kontur und vielen weiteren Oberflächenparametern.

Oberflächenmesstechnik für Industrie und Forschung

Minimale Rauheiten auf den Nanometer genau

Optische Analyse von Oberflächentopografien und Geometrien
Oberflächenmesstechnik für Industrie und Forschung
Oberflächenmesstechnik für Industrie und Forschung

Generalüberholte Systeme in bewährter Mahr-Qualität

MarTool Produkte zeichnen sich durch funktionale Technik und einfache Bedienung aus.
Dies alles in guter Profiqualität, zum besten Preis!

16 E -- Einfach mit essentiellen Funktionen

16 ES -- Hochwertig mit essentiellen Funktionen
Verbesserte Standards für die Oberfläche

Wer ein Blatt Papier in den Drucker legt, denkt nicht lange darüber nach: Die Papiergröße passt zum Drucker, der Drucker passt zum Papier. Das ist kein Zufall, sondern Ergebnis einer Norm. Laut Deutschem Institut für Normung e. V. (DIN) bilden aktuell rund 34.000 Normen das Deutsche Normenwerk. Sie geben Herstellern und Verbrauchern wichtige Regeln an die Hand, setzen Standards für Produkte und Verfahren und schaffen klare Kriterien – oft sogar weltweit.
Und so sind die drei Teile des neuen Standardwerks ISO 21920 Profilnormen ein wichtiger Baustein in dem seit fast 25 Jahren erarbeiteten internationalen Normenkonzept der Geometrischen Produktspezifikation (GPS-System). Nach den bereits veröffentlichten Normen zur flächenhaften Spezifikation der Oberflächenbeschaffenheit, der Normreihe DIN EN ISO 25178, stehen mit DIN EN ISO 21920 auch die relevanten Profilnormen in aktualisierter Fassung zur Verfügung. Die bisherigen Profilnormen
- ISO 4287:1997-04 „Kenngrößen“
- ISO 4288:1996-08 „Messbedingungen“
- ISO 13565-1 bis 3 „Traganteil“
- ISO 1302:2002-02 „Zeichnungseintragungen“
werden zurückgezogen. „Sie decken nicht mehr alle Möglichkeiten moderner Messgeräte ab – etwa, weil sie bis dato keine standardisierten Verfahren für die optischen Messgeräte boten. Zudem entsprachen sie nicht immer der aktuellen industriellen Praxis und hatten teilweise Unschärfen in der Definition einiger Kennwertalgorithmen“, erklärt Heinz-Joachim Kedziora, Leiter der Entwicklung Oberflächenmesstechnik bei Mahr. Er ist zugleich als Projektleiter für den dritten Teil der neuen Norm international verantwortlich und hat im Sommer 2021 diese Aufgabe auch für den ersten Norm-Teil übernommen. „Die DIN EN ISO 12085 („Motif“) bleibt bestehen; mit der Überarbeitung der DIN EN ISO 3274 („Tastschnittgerät“) wurde zwischenzeitlich begonnen.“
Aktualisierung und Optimierung
Historisch bedingt hatten die bisherigen Normen zum Teil recht unterschiedliche Nummern. Sie reichen von „ISO 3274:1996-12 Messgeräte” über „ISO 4287:1997-04 Kenngrößen“ bis zu „ISO 4288:1996-08 Messbedingungen“ – um nur einige von ihnen zu nennen. Ab sofort werden sie in der neuen DIN ISO 21920 zusammengefasst. Sie bildet damit den gesamten Prozess – von der Konstruktion über die Fertigung bis zur Qualitätskontrolle – in drei Teilen ab. So geht es im ersten Teil (ISO 21920-1) um Fertigung und Spezifikation, also „Zeichnungseintragungen“. Teil 2 (ISO 21920-2) definiert die Kenngrößen, und Teil 3 (ISO 21920-3) formuliert die Bedingungen, wie diese Kenngrößen am Ende überprüft werden.
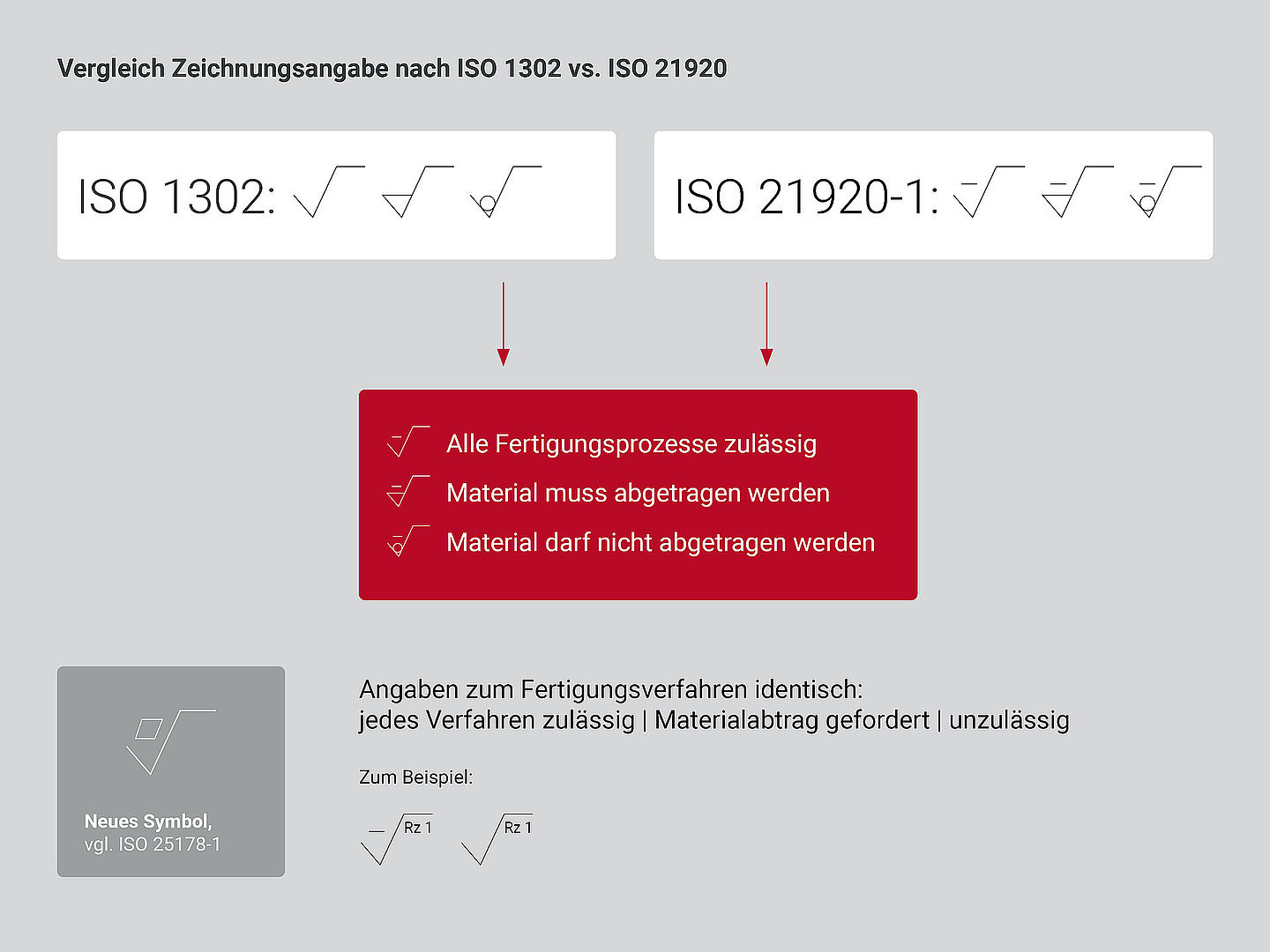
Teil 1: Zeichnung stellt Funktionen des Bauteils sicher
Teil 1 löst die bisherige ISO 1302 ab und umfasst die Prozesse rund um die Zeichnungseintragungen, die ein Konstrukteur für die Fertigung eines Bauteils vorgibt. Wichtigste Änderung: Ab sofort ist ausschließlich die Zeichnung die Basis für die Bedingungen, mit denen ein gefertigtes Bauteil überprüft wird. „Auch wenn ein Konstrukteur etwas besonders Kompliziertes entwickelt, ist in Teil 1 definiert, wie er das Werkstück spezifizieren muss, ohne dass er Freitext hinzufügt. Auf diese Weise ist es möglich, dass allein die Spezifikation die Funktion der Komponente sicherstellt“, erläutert Heinz-Joachim Kedziora. Beispiel: Wenn man also nur die Kenngröße „Ra“ sowie einen Wert angibt, dann ist in vielen Fällen nicht sichergestellt, dass diese Angabe mit dem Funktionsverhalten des Teiles korreliert. Hier gibt es komplexere und weniger komplexe Kenngrößen. Zudem umfasst Teil 1 neue Begriffe für die Oberflächenparameter:
| Begriff | Kurzzeichen | Erläuterung |
| Auswertelänge | le | „evaluation length“, der Teil der Taststrecke, der ausgewertet wird; ersetzt lm bzw. ln. |
| Nesting-Index | Nic, Nis | „Grenzwellenlänge“ nur für lineare Filter sinnvoll; ersetzt λc und λs |
| Profil-S-Filter | Profil-S-Filter entfernt kurzwellige Anteile (Tiefpass); für Rauheitskennwerte entfernt das Nis-Filter („λs-Filter“) sehr kurzwellige Anteile, die nicht zum R-Profil gehören. Für Welligkeitskennwerte entfernt das Nic-Filter („λc-Filter“) kurzwellige Anteile, die zum R-Profil und nicht zum W-Profil gehören. | |
| Profil-L-Filter | Profil-L-Filter entfernt langwellige Anteile (Hochpass); für Rauheitskennwerte entfernt das Nic-Filter („λc-Filter“) langwellige Anteile, die nicht zum R-Profil gehören. | |
| Abschnittlänge | lsc | „section length“ für die Kenngrößen, die aus Profilabschnitten berechnet werden, z.B. Rz, Rp, Rv; ersetzt den Begriff „Einzelmessstrecke“ |
| Anzahl Abschnitte | nsc | „number of sections“; ersetzt den Begriff „Anzahl Einzelmessstrecken“ |
Wichtig für alle Anwender: Die neue Norm gilt nur für neue Zeichnungen. Älter datierte Zeichnungen behalten ihre Gültigkeit unter der früheren Norm.
Ebenfalls neu sind einige Symbole, die eingeführt wurden, um den eindeutigen Bezug einer Zeichnung nach DIN EN ISO 21920-1 herzustellen:
Teil 2: Konstrukteure sind gefragt
Der zweite Teil der neuen ISO 21920 beschäftigt sich mit dem Zusammenhang zwischen Kenngrößen und Funktionen von Bauteilen. Er ist der umfangreichste und wohl schwierigste Teil und ersetzt die frühere ISO 4287. „Über 100 Kenngrößen sind hier beschrieben, die den Konstrukteuren einen enormen Werkzeugkasten bieten. Sie sind künftig gefragt, aus diesem Teil die richtige Kenngröße auszuwählen. Die Auswahl fällt erfahrungsgemäß vielen Anwendern schwer, da dieses Thema keinen Ausbildungsschwerpunkt darstellt“, so der Entwicklungsleiter.
Bei den Kenngrößen, die aus Profilelementen (= ein Berg und ein Tal im Profil) berechnet werden, gab es bisher größere Messunsicherheiten, da die Profilelemente zwar beschrieben, aber im Detail, insbesondere in Grenzfällen, nicht eindeutig definiert waren. Das wurde jetzt deutlich verbessert. Die Hersteller von Messtechnik sind jedoch nicht gezwungen, all diese Kenngrößen in ein Gerät oder eine Software zu programmieren, da manche von ihnen nur regional eine Rolle spielen.
Teil 3: Wie man zu einem validen Ergebnis gelangt
Teil 3 definiert die Bedingungen, nach bzw. unter denen gemessen wird. Er ersetzt die bisherige ISO 4288 und beschäftigt sich mit dem Thema „Specification and Verification“ – also Anforderungen an Messverfahren und deren korrekte Umsetzung. Damit definiert Teil 3den Default-Fall. Das bedeutet: Wenn in der Zeichnung keine expliziten Angaben gemacht werden, gilt das, was in der Norm steht – also all das, was nicht explizit spezifiziert werden muss.
„In diesem Teil geht es also nicht nur um die Messbedingungen, sondern auch um zusätzlich zu beachtende Faktoren, wie man zu einem validen Ergebnis gelangt. Deshalb gibt es in diesem Teil keine Vorschriften, wie man etwas misst, sondern lediglich die Beschreibung eines vollständigen Spezifikationsoperators“, erklärt Kedziora. Die Spezifikation ist theoretisch ideal und eindeutig. Gemäß ISO 8015 gilt: „Der Verifikationsoperator ist die physikalische Implementierung des Spezifikationsoperators. Er kann genau dieselben Operationen in derselben Reihenfolge besitzen (in diesem Fall ist die Verfahrensunsicherheit gleich null) oder er kann unterschiedliche Operationen besitzen oder die Operationen in einer anderen Reihenfolge durchführen (in diesem Fall ist die Verfahrensunsicherheit nicht gleich null).“
Für die Verifikation gibt man also lediglich die Unsicherheit an, was in der Praxis zumeist nicht einfach ist. Als Beispiel sei die Verwendung des Gauß-Filters betrachtet: Wenn im Standardfall die Spezifikation von einem Profilpunktabstand von 0,5 µm ausgeht, so ist es nicht verboten, bei der Verifikation einen größeren oder kleineren Punktabstand zu verwenden; der Anwender muss dieses dann bei der Abschätzung der Messunsicherheit berücksichtigen.
Fazit: Erweiterte Möglichkeiten der Funktionsbeschreibungen
Für die meisten Anwender ändert sich mit der neuen Norm überhaupt nichts. Sie bietet nur erweiterte Möglichkeiten der Funktionsbeschreibung, etwa bei additiven Fertigungsverfahren, bei denen z. T. neue Strukturen oder neue Filter benötigt werden.
Anders als früher bestimmt nicht mehr das Werkstück die Filtereinstellung, sondern die dazugehörige Zeichnung. Dadurch wird die Zuverlässigkeit der Entscheidung erhöht, ob die geprüfte Oberfläche die Anforderungen erfüllt oder nicht. Es entfällt das gemäß DIN EN ISO 4288 aufwändige – und in der Praxis kaum beachtete – Verfahren zur Prüfung einer Werkstückoberfläche einschließlich der subjektiven Beurteilung, ob ein Profil periodisch oder aperiodisch ist.
Insgesamt wurde bei der neuen Norm ein großer Wert auf Kontinuität gelegt. „Unterm Strich kann man sagen: Die Schwachstellen der alten Norm – etwa unsaubere und nicht-praktikable Definitionen – sind entfallen. Dort, wo die alte Norm vernünftige Ergebnisse geliefert hat, gilt dies auch für die neue Norm. Dort, wo die alte Norm unscharf war, ist die neue Norm schärfer“, resümiert Entwicklungsleiter Kedziora. „Aufgrund der Kontinuität, durch die in der neuen Profilnorm alles beibehalten wurde, was sich in der industriellen Praxis bewährt hat, können Anwender auch mit ihren bereits vorhandenen Messgeräten weiterhin normgerecht messen.“
Derzeit erstellt das Deutschen Institut für Normung e. V. (DIN) die nationalen Normen DIN EN ISO 21920-1, -2 und -3. Es wird dringend empfohlen, die als frühe Entwürfe bereits im Jahr 2020 veröffentlichten Ausgaben DIN EN ISO 21920-1, -2 und -3 aus dem Verkehr zu ziehen, da es in der internationalen Diskussion bis zur finalen Version der Normreihe noch Änderungen gab.

Tipp:
Unter dem Namen „Neue Oberflächennorm“ widmet Mahr ein umfassendes Webinar der neuen ISO 21920. Anschaulich und ausführlich wird erklärt, was die neue Norm für Messtechniker und Anwender bereithält. > Seminar ansehen
Die Änderungen auf einen Blick:
- Wenige neue Begriffe
- Neues Symbol für die Spezifikation
- Die Default-Toleranzakzeptanzregel ist die Höchstwert-Regel („max.-Regel“).
- Die Regelwerte basieren auf der Spezifikation (Zeichnungseintragung) und nicht auf Schätzwerten der spezifizierten Kenngröße. Dadurch ist die Zuordnung Nesting-Index abhängig vom spezifizierten Ra-bzw. Rz-Wert etwas verschoben.
- Wenn nichts anderes spezifiziert ist, erfolgt die Verifikation an dem Ort des spezifizierten Geometrieelements, an dem die Höchstwerte zu erwarten sind; Unvollkommenheiten wie z.B. Kratzer oder Poren müssen einbezogen werden.
- Keine Unterscheidung zwischen periodischen und aperiodischen Profilen
- Kennwerte sind (bis auf wenige Ausnahmen) über die Auswertestrecke definiert.
- Nur wenige Kennwerte, z.B. Rz, Rp, Rv sind über Profilabschnitte definiert (der Begriff „sampling length“ bzw. „Einzelmessstrecke“ wird nicht mehr verwendet).
- Die Spezifikation der Toleranzgrenze erfolgt unmittelbar nach der Kennwertbezeichnung.
- Vereinfachte Schreibweise zur Spezifikation von bilateralen Toleranzgrenzen
- Eine dritte Toleranzakzeptanzregel: „Tmed“: Der Medianwert aller Messwerte muss innerhalb der spezifizierten Toleranzgrenzen liegen.
- Die Spezifikation von optischen Verfahren zur Profilerfassung ist möglich, z.B. EP OR(1).
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.
Bleiben Sie auf dem Laufenden, wenn es um Neuheiten, Aktionen und Veranstaltungen geht.