Kvalitní měřicí technika pro kontrolu kvality v měřicí místnosti, výrobě, příjmu zboží nebo v
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.

























Inovativní ruční měřicí technika od společnosti Mahr: Posuvná měřítka, mikrometry a číselníkové úchylkoměry od analogové po digitální verzi s integrovaným bezdrátovým přenosem. Komparační měřicí zařízení Mahr a referenční etalony jsou pro vaši přesnou měřící techniku pro výrobu nepostradatelné.

Celá řada posuvných měřítek, od analogových po digitální. Snadné použití, bezdrátová a vysoce přesná. Ideální pro efektivní využití ve výrobě.

Naše digitální posuvná měřítka se vyznačují spolehlivě čitelným digitálním displejem, moderním designem a obvyklou přesností společnosti Mahr. Sortiment zahrnuje měřicí zařízení pro všechny aplikace. Různá rozhraní pro přenos dat a třídy ochrany do IP 67 vyhoví všem nárokům.
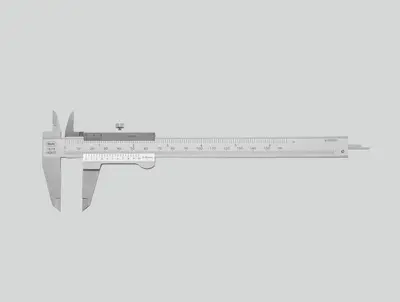
Odečet bez odlesků, kalená ocel, zvýšené vodicí dráhy k ochraně měřítka a maximální přesnost. Vlastnosti kvalitního posuvného měřítka společnosti Mahr s klasickým noniem.

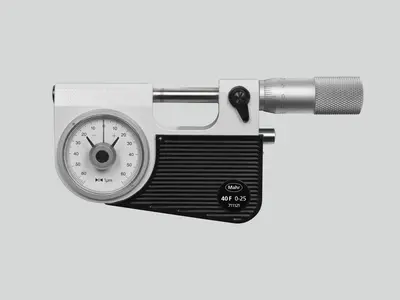
Velký kontrastní číselník a měřicí ústrojí chráněné proti nárazům pro trvalou přesnost. Mechanická klasika pro rychlé a spolehlivé odečtení.

Maximální přesnost v nejrůznějších provedeních. Mikrometry společnosti Mahr jsou nabízeny v klasické mechanické verzi až po digitální a bezdrátovou verzi.

Naše digitální třmenové mikrometry se vyznačují dobře čitelným digitálním displejem, moderním designem a obvyklou přesností společnosti Mahr. Sortiment zahrnuje měřicí zařízení pro všechny aplikace. Různá rozhraní pro přenos dat a vysoký stupeň ochrany do IP 65 vyhoví všem nárokům.

Odečet bez odlesků, tepelně izolační desky a přesně broušené vřeteno pro maximální přesnost. Vlastnosti kvalitního mikrometru společnosti Mahr.
Obzvláště vhodné pro bezpečné a rychlé testování sériových dílů (hřídelí, šroubů, stopek). Rozměrová přesnost se na přesném úchylkoměru rozpozná a odečte na první pohled.

Pro měření velkých průměrů a kontrolu vzdáleností do 2500 mm

Volitelně se stupnicí nebo digitálním displejem, nebo jako vysokorychlostní měřicí zařízení s pistolovou rukojetí. 3bodové přístroje na měření vnitřních rozměrů Mahr vždy poskytují spolehlivé výsledky měření díky automatickému samovystředění.

Celá řada číselníkových úchylkoměrů, přesných úchylkoměrů a páčkových úchylkoměrů, od analogových po digitální. Snadné použití, volitelně bezdrátové a vysoce přesné. Ideální pro efektivní využití ve výrobě.
Bezpečně čitelný digitální displej, robustní konstrukce a vysoká přesnost Mahr charakterizují naše digitální číselníkové úchylkoměry. Sortiment zahrnuje měřicí zařízení pro všechny aplikace. Různá rozhraní pro přenos dat a vysoký stupeň ochrany do IP 54 vyhoví všem nárokům.

Vysoká citlivost a přesnost díky vlastnostem: Robustní uložení os měřicího mechanismu, kola a pastorky s přesným ozubením, vysoce přesné uložené měřicí čepy.

Ve srovnání s analogovými číselníkovými úchylkoměry mají přesné úchylkoměry Millimess ještě přesnější komponenty, lepší přesnost měření a mnohem lepší hysterezi. Tyto přednosti se prokážou především při kontrolách obvodového házení, měření přímosti a rovinnosti nebo u srovnávacích měření.

Vysoce přesné indukční úchylkoměry Millimess dosahují hodnot rozlišení až 0,2 μm. Praktické obslužné funkce, jako je sledování tolerance, minimální nebo maximální záznam pro dynamická měření, kombinované číselné a stupnicové zobrazení a také snadný přenos dat z něj činí nepostradatelné přesné měřicí zařízení.

Citlivý, počítačově optimalizované měřicí ústrojí zajišťuje maximální spolehlivost a přesnost. Pro použití v náročných dílenských podmínkách je displej skvěle chráněn proti poškrábání nebo rozbití krycím sklíčkem z tvrzeného minerálního skla, které je navíc utěsněno proti vniknutí kapalin.

Citlivé, počítačově optimalizované měřicí ústrojí zajišťuje maximální spolehlivost a přesnost. Otočný displej je výborně chráněn pro případ použití v drsných dílenských podmínkách, těsnění se navíc postará o ochranu před vniknutím kapalin.

3D měřicí snímače Mahr pro NC stroje, obráběcí centra a elektroerozivní stroje zkracují vaše přípravné doby a prostoje. Perfektní pro přesné snímání referenčních hran na obrobcích a přípravcích.

Ať se jedná o integrované bezdrátové rozhraní Integrated Wireless, externí rádiové moduly, USB, Opto RS232 nebo Digimatic: Bez ohledu na to, který standard rozhraní použijete, MarConnect se vždy postará o optimální připojení.

Mnoho ručních měřicích zařízení Mahr má datový výstup s rozhraním MarConnect. Bez ohledu na to, který standard rozhraní použijete (USB, Opto RS232 nebo Digimatic), MarConnect se vždy postará o optimální připojení.

Prostřednictvím sortimentu přístrojů s bezdrátovým rozhraním společnosti Mahr si zajistíte přesné výsledky měření při plné volnosti pohybu. Měřte moderně a jednoduše – nenechejte se omezovat technikou s kabelovým připojením

MarStand měřicí stativy, měřicí stoly a zařízení na kontrolu obvodového házení tvoří díky své stabilní konstrukci základ pro přesné výsledky měření. Zde naleznou vaše číselníkové úchylkoměry, přesné indikátory, páčkové úchylkoměry a měřicí snímače nezbytnou podporu.
Měřicí stativy poskytují díky své stabilní konstrukci základ pro přesné výsledky měření. Zde naleznou vaše číselníkové úchylkoměry, přesné indikátory, páčkové úchylkoměry a měřicí snímače nezbytnou podporu.
Měřící tyčové mechanismy MarStand se využívají pro individuální řešení a díky své stabilní konstrukci představují základ pro přesné výsledky měření. Zde naleznou číselníkové úchylkoměry, přesné indikátory, páčkové úchylkoměry a měřicí snímače nezbytnou podporu.

Kombinace přesně rovného měřicího stolu, stabilního měřícího sloupu a silných ramen jsou znaky měřicích stolů. Měřicí stojany MarStand představují díky své stabilní konstrukci základ pro přesné výsledky měření.

Zařízení na kontrolu obvodového házení jsou nejjednodušší metodou k určení chyb polohy a tvaru na hřídelích v prostředí souvisejícím s výrobou. Díky rozmanitosti modelů představuje robustní zařízení na kontrolu obvodového házení MarStand základ pro širokou škálu požadavků na obrobky a přesné výsledky měření.

Zkušební desky z tvrdé žuly jsou díky své vysoké pevnosti a tvarové stálosti dokonalým základem pro vaše zařízení na měření výšky.

Jako srovnávací měřicí zařízení jsou indikační měřicí přístroje dokonalým nástrojem pro přesná měření ve výrobě. Nastavení podle referenčního etalonu snižuje rozsah odchylek a minimalizuje vliv teplotních výkyvů na výsledek měření.
Přesné třmenové kalibry jsou dokonalým měřicím zařízením pro přesná měření válcových dílů, jako jsou hřídele, čepy a stopky, zejména pro bezpečné a rychlé zkoušky sériových dílů. Rozměrová přesnost se na přesném úchylkoměru bezpečně rozpozná a odečte na první pohled.
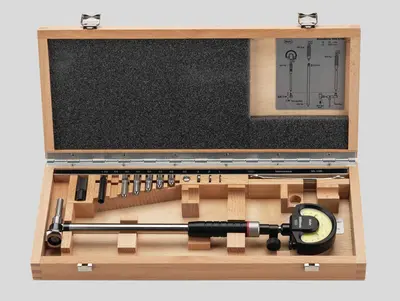
Zařízení na měření vnitřních rozměrů jsou dokonalým nástrojem pro přesná měření otvorů z hlediska průměru, kruhovitosti a kuželovitosti.

S našimi přístroji na měření tlouštěk nabízíme robustní a jednoduché spektrum pro obzvláště rychlé měření fólií, plechů a desek všeho druhu.

Pokud z důvodu geometrie obrobku nelze použít běžná měřicí zařízení, jako jsou posuvná měřítka nebo mikrometry pro měření vnitřních rozměrů, jsou měřicí přístroje se snímacími rameny dokonalým řešením!

Univerzální měřicí zařízení jsou jako srovnávací měřicí zařízení dokonalým partnerem pro přesná měření ve výrobě, protože srovnávací měření s referenčním etalonem minimalizuje vliv kolísání teploty na výsledek měření.
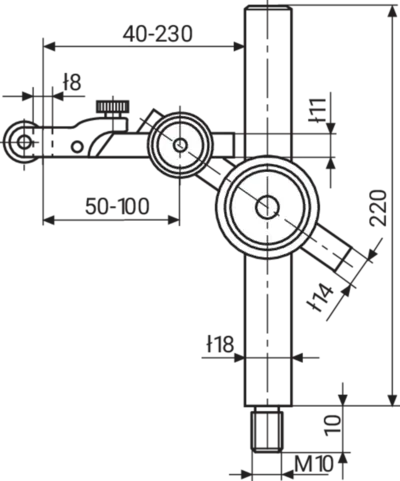
Je lhostejné, zda se jedná o ozubení, závity, kužele nebo zápichy: Univerzální měřicí zařízení Multimar nabízejí pro téměř všechna měření vnitřních a vnějších rozměrů, pro která nejsou vhodná standardní měřicí zařízení, optimální řešení. K tomu jsou vám k dispozici různá základní zařízení a obsáhlý sortiment dílů příslušenství.

Přesně nastavte zařízení na měření vnitřních a vnějších rozměrů. S nastavovacími zařízeními 844 S jste optimálně vybaveni pro každou úlohu měření - i pro větší rozměry.

Bez ohledu na to, zda se jedná o středicí okraje, úzké nákružky nebo zápichy: Univerzální měřicí zařízení Multimar 36B nabízejí pro téměř všechna měření vnitřních a vnějších rozměrů optimální řešení. K tomu jsou vám k dispozici různá základní zařízení a obsáhlý sortiment dílů příslušenství.

Důvěřujte etalonům a měrkám Mahr – protože jsou základem pro přesné výsledky měření.

Důvěřujte nastavovacím etalonům Mahr - protože jsou základem pro přesné výsledky měření.

Koncové měrky Mahr představují vysoce kvalitní referenční a pracovní etalony. Vyberte si ze 4 tříd tolerance a 2 materiálů vhodných pro vaši dílnu, výrobu nebo zajištění kvality.

Zkušební kolíky Mahr jsou dostupné ve 3 třídách tolerance a různých provedeních. Vyberte ty vhodné pro vaši dílnu, výrobu nebo zajištění kvality.

Stejně tak různorodé jako požadavky na elektrická zařízení na měření délek jsou i jejich aplikace. Zde jsou požadovány maximální spolehlivost a přesnost a co nejjednodušší ovládání.

Stejně tak různorodé jako požadavky na elektrická zařízení na měření délek jsou i jejich aplikace. Zde jsou požadovány maximální spolehlivost a přesnost a co nejjednodušší ovládání. Kompaktní a sloupová měřicí zařízení Millimar tyto požadavky uspokojují.
Přístroje na měření délek Millimar jsou kompaktní, robustní a snadno použitelné. Jsou to univerzálně použitelná vyhodnocovací a zobrazovací zařízení pro měřicí úlohy se složitostí zvládnutelnou ve výrobní oblasti a měřicí laboratoři.

Díky široké škále možných kombinací modulů a softwaru máte příležitost navrhnout své pracovní prostředí a nástroje individuálněji než kdykoli předtím.

Chytrý a univerzálně použitelný software pro komplexní měřicí úlohy ve výrobním prostředí

Snímače naměřených hodnot Millimar jsou součásti měřicího řetězce s největším vlivem. Její vlastnosti určují kvalitu celého měření. Podle případu použití se pro toto nabízejí různé technologie. Na příklad indukční měřicí snímače Millimar: Robustní v konstrukci, flexibilní v aplikace a atraktivní z hlediska ceny.
Bez ohledu na to, zda se jedná o měření tloušťky, rovnoměrný rotační pohyb nebo soustřednost: pomocí indukčních snímačů zaznamenáte naměřené hodnoty a odchylky bez ohledu na odchylky tvaru, uložení nebo rotačního pohybu. Jejich velkou výhodou je velký rozsah linearity a relativní necitlivost na rušení. Snímače se používají hlavně pro srovnávací měření ve výrobě; konkrétní úkoly senzoru se mohou lišit.


Pneumatická zařízení na měření délek se vyznačují vysokou přesností a dlouhodobou stabilitou. Díky bezdotykovému měření měřicími tryskami nedochází k poškození obrobků. Spolehlivé měření i nevyčištěného, naolejovaného, namazaného nebo lapovací pastou potřeného obrobku je možné bez problémů, protože měřicí body jsou čištěny měřicím vzduchem.

Přístroje na měření délek Millimar jsou kompaktní, robustní a snadno použitelné. Jsou to univerzálně použitelná zobrazovací a vyhodnocovací zařízení pro měřicí úlohy se složitostí zvládnutelnou ve výrobní oblasti.

Výsledky měření se zobrazují na 101 trojbarevných světelných diodách, které jsou snadno čitelné i na dálku. Při překročení programovatelné výstražné hranice a hranice tolerance dojde vždy ke změně barvy segmentů ze zelené na žlutou, resp. červenou.

Pneumatická měřicí zařízení Millimar rychle a přesně zjistí odchylky rozměrů. V průběhu mnoha let se již osvědčila jako vysoce kvalitní pneumatické přístroje na měření délek v prostředí průmyslové výroby i měřicí laboratoře.
Když má měření a vyhodnocení probíhat mobilně.

Bezdotykové měření s pneumatickými měřicími kroužky, bez poškození obrobků.
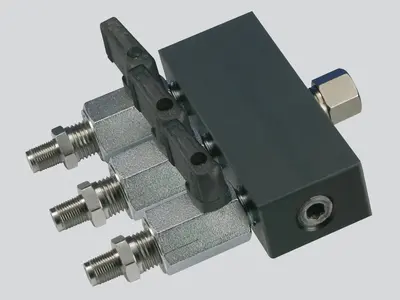
Přizpůsobte měřicí pracoviště své měřicí úloze, s příslušenstvím pro pneumatickou měřicí techniku.
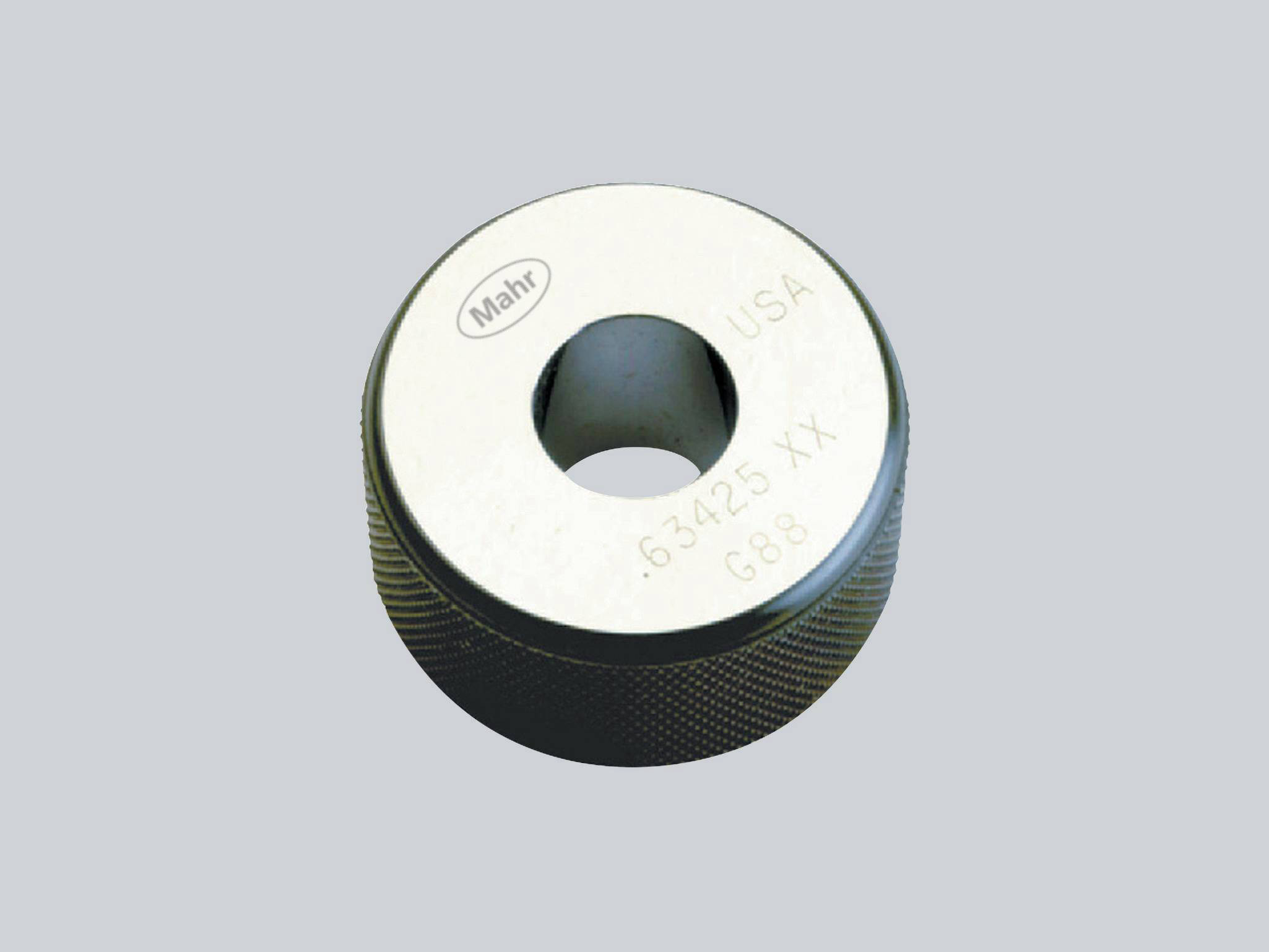
Důvěřujte nastavovacím etalonům Mahr - protože jsou základem pro přesné výsledky měření

Nastavení pneumatických měřicích zařízení (měřicích kroužků s tryskami). Pečlivě kalené, žíhané, broušené a leštěné.

Nastavení pneumatických měřicích zařízení (měřicích trnů s tryskami). Pečlivě kalené, žíhané, broušené a leštěné.

Chcete posunout vaše měření na nejvyšší úroveň? Proto je zde Digimar!

K orýsování a značení obrobků v dílenském prostředí. Snadné měření výšek a vzdáleností.

Praktické režimy a možnosti měření: Digimar 814 C usnadňuje typické měřicí úkony

Ovládání dotykem, ergonomická manipulace a široká škála možností vyhodnocení: To je charakteristické pro výškoměr Digimar 816 CLT.

Ovládání dotykem, ergonomická manipulace a široká škála možností vyhodnocení: To znamená výškoměr Digimar 817 CLT.
Ovládání dotykem, ergonomická manipulace a široká škála možností vyhodnocení: To znamená výškoměr Digimar 817 CLT.

Měřicí technika na přesné měření délek znamená techniku měření rozměrů s nejvyšší přesností, a to pomocí absolutních i relativních měření.

Univerzální, snadno použitelná zařízení pro měření délky a nastavovací zařízení pro výrobu

Univerzální, snadno použitelná zařízení pro měření délky a nastavovací zařízení pro výrobu
Na základě své široké palety produktů od jednoduché zkušebny koncových měrek, plně automatické zkušebny číselníkových úchylkoměrů a zařízení ULM až k ultra-přesným a částečně automatizovaným měřicím strojům CiM Universal nabízí společnost Mahr vždy praxí ověřené řešení pro výrobu, měřicí a kalibrační laboratoře. Jinak řečeno: Měřicí technika s nejvyšší přesností při maximálně efektivních měřicích procesech

Ať už klasická zařízení ULM nebo motorizovaná zařízení PLM a CiM. Univerzální délkoměry umožňují uživatelsky snadné, rychlé a bezpečné měření při nejnižší možné nejistotě výsledků.

Částečně automatizovaná a plně automatizovaná kontrola číselníkových úchylkoměrů, páčkových úchylkoměrů, indikátorů a snímačů - efektivně a přesně.

Částečně automatizovaná a plně automatizovaná kontrola číselníkových úchylkoměrů, páčkových úchylkoměrů, indikátorů a snímačů - efektivně a přesně.

Ruční testování úchylkoměrů, páčkových úchylkoměrů a přesných úchylkoměrů – jednoduché a přesné

Důvěřujte zkušebním stojanům na koncové měrky Mahr - protože jsou základem pro přesné zkoušení vašich etalonů

Mikroskopy se používají téměř ve všech průmyslových odvětvích k rychlé kontrole vzdáleností, poloměrů a úhlů. Ať už v laboratoři nebo v blízkosti výroby.

Technika na měření struktury povrchu pro průmysl a výzkum

Technika na měření struktury povrchu pro průmysl a výzkum
Pro rychlé vyhodnocení geometrických prvků

Strukturované funkční povrchy s úzkými tolerancemi vyžadují vysoce přesné měřicí systémy, které plošně zaznamenají topografii obrobku nebo předmětu během krátké doby.

Technika měření kontur se používá k určení hrubých odchylek tvaru.

Přesné měření obrysů pomocí optických měřicích zařízení

Kombinace měření kontury a drsnosti: Profesionální pro všechny případy

Kombinace měření kontury a drsnosti: Profesionální pro všechny případy

2D/3D měření kontur i drsnosti podle ISO 25178 / ISO 4287

Technika na 3D měření povrchů pro průmysl a výzkum

Měřte kdekoli s mobilními měřicími zařízeními!

Měřicí stanice pro měření vysoce přesné optiky

Když standard již není dostatečný: Individuální řešení na přání zákazníků

Strukturované funkční povrchy s úzkými tolerancemi vyžadují vysoce přesné měřicí systémy, které plošně zaznamenají topografii obrobku nebo předmětu během krátké doby.

Mnohostranné a výkonné na měřicím pracovišti a v laboratoři

Kombinace měření kontury a drsnosti: Profesionální pro všechny případy
Taktilní měřicí stanice pro měření kontury a drsnosti
2D/3D měření kontury a drsnosti podle ISO 25178 / ISO 4287
Technika na 3D měření povrchů pro průmysl a výzkum

Měřte kdekoli s mobilními měřicími zařízeními!

Mobilní technika na 3D měření povrchů k
použití na místě

S mobilními měřicími zařízeními měříte vždy přesně tam, kde jsou zapotřebí výsledky.
Měřicí stanice pro měření vysoce citlivé optiky
Když standard již není dostatečný: Individuální řešení na přání zákazníků

Vyzkoušejte vynikající funkce v kombinaci s extrémní flexibilitou velikosti obrobků a zvyšte svou produktivitu ve výrobním prostředí.

Flexibilní měření obrobků upnutých mezi středicími hroty
Velmi rychlá matrix-kamera s vysokým rozlišením pro měření velkého počtu charakteristik rotačně symetrických obrobků.

Rychlá optická maticová kamera v kombinaci s vysoce přesnými dotykovými sondami pro měření velkého počtu prvků na rotačně symetrických obrobcích.

Flexibilní možnosti upínání a vysoce přesné vyrovnání pomocí plně automatického centrovacího a naklápěcího stolu
Velmi rychlá matrix-kamera s vysokým rozlišením pro měření velkého počtu charakteristik rotačně symetrických obrobků. Přidání plně automatického středicího a naklápěcího stolu pro extrémně rychlé mechanické vyrovnání a flexibilní možnosti upínání.
Rychlá optická matrix kamera v kombinaci s vysoce přesnými dotykovými sondami pro měření velkého počtu charakteristik na rotačně symetrických obrobcích. Přidání plně automatického středicího a naklápěcího stolu pro extrémně rychlé mechanické vyrovnání, flexibilní možnosti upínání a např. vnitřní měření.

Systémy pro měření úchylek tvaru a polohy, jako je kruhovitost, rovinnost, přímost nebo souosost. Od manuálních po plně automatizované.

Měřte snadno charakteristiky, jako je kruhovitost, přímost a obvodové házení, s vysokou přesností a za příznivou cenu. Naše ruční přístroje na měření tvarů jsou vhodné jak pro měřicí laboratoře, tak i pro měření v blízkosti výroby.

S našimi automatickými systémy měření tvarů snížíte procesní náklady, aniž by to zásadně navýšilo náklady na kontroly – díky stabilním, inovativním zařízením s vysokou mírou automatizace, flexibility a přesnosti.
měřicí technika
Vyzkoušejte vynikající funkce v kombinaci s extrémní flexibilitou velikosti obrobků a zvyšte svou produktivitu ve výrobním prostředí.
Flexibilní měření obrobků upnutých mezi středicími hroty
Flexibilní možnosti upínání a vysoce přesné vyrovnání pomocí plně automatického centrovacího a naklápěcího stolu

Optické a taktilní systémy na měření hřídelí pro Vložka v drsném výrobním prostředí. Kompletní měření všech běžných rotačně symetrických obrobků.
.
Univerzální, plně automatické a robustní optické přístroje pro měření hřídelů pro použití v náročných výrobních podmínkách.

Opticko-taktilní hřídelové snímače pro použití v drsném výrobním prostředí. Kompletní měření všech běžných rotačně symetrických obrobků.
měřicí technika
Vyzkoušejte vynikající funkce v kombinaci s extrémní flexibilitou velikosti obrobků a zvyšte svou produktivitu ve výrobním prostředí.
Flexibilní měření obrobků upnutých mezi středicími hroty
Flexibilní možnosti upínání a vysoce přesné vyrovnání pomocí plně automatického centrovacího a naklápěcího stolu

Široká škála technologií a produktů pro rychlé a bezkontaktní zaznamenávání povrchů a geometrií.
Technika na měření struktury povrchu pro průmysl a výzkum

Optická analýza topografií povrchů a geometrií

Minimální drsnost s přesností na nanometr

Technika na měření struktury povrchu pro průmysl a výzkum
Stanovení drsnosti, kontury a mnoha dalších parametrů povrchu.
Pro rychlé vyhodnocení geometrických prvků
Technika na měření struktury povrchu pro průmysl a výzkum

Repasované systémy v osvědčené kvalitě Mahr
Posuvná měřítka MarTool jsou charakterizována základní technologií a snadnou obsluhou.
Všechna v dobré profesionální kvalitě za nejlepší cenu!

16 E -- Základní kvalita i funkce

16 ES -- Vysoká kvalita se základními funkcemi
Vylepšené standardy pro rozhraní

Když vložíte list papíru do tiskárny, dvakrát o tom nepřemýšlíte: Velikost papíru odpovídá tiskárně, tiskárna odpovídá papíru. To není náhoda, ale výsledek normy. Podle Německého institutu pro normalizaci (DIN) tvoří v současné době německý soubor norem přibližně 34 000 norem. Poskytují výrobcům a spotřebitelům důležitá pravidla, stanovují normy pro výrobky a procesy a vytvářejí jasná kritéria - často dokonce celosvětová.
A tak jsou tři části nového normalizačního díla ISO 21920 Profilové normy důležitým stavebním kamenem v mezinárodní normalizační koncepci geometrické specifikace výrobku (systém GPS), která se vyvíjí již téměř 25 let. Po již publikovaných normách pro specifikaci povrchu, řadě norem DIN EN ISO 25178, jsou nyní k dispozici také příslušné profilové normy v aktualizované verzi DIN EN ISO 21920. Předchozí profilové normy
- ISO 4287:1997-04 "Charakteristiky".
- ISO 4288:1996-08 "Podmínky měření".
- ISO 13565-1 až 3 "Nosná část"
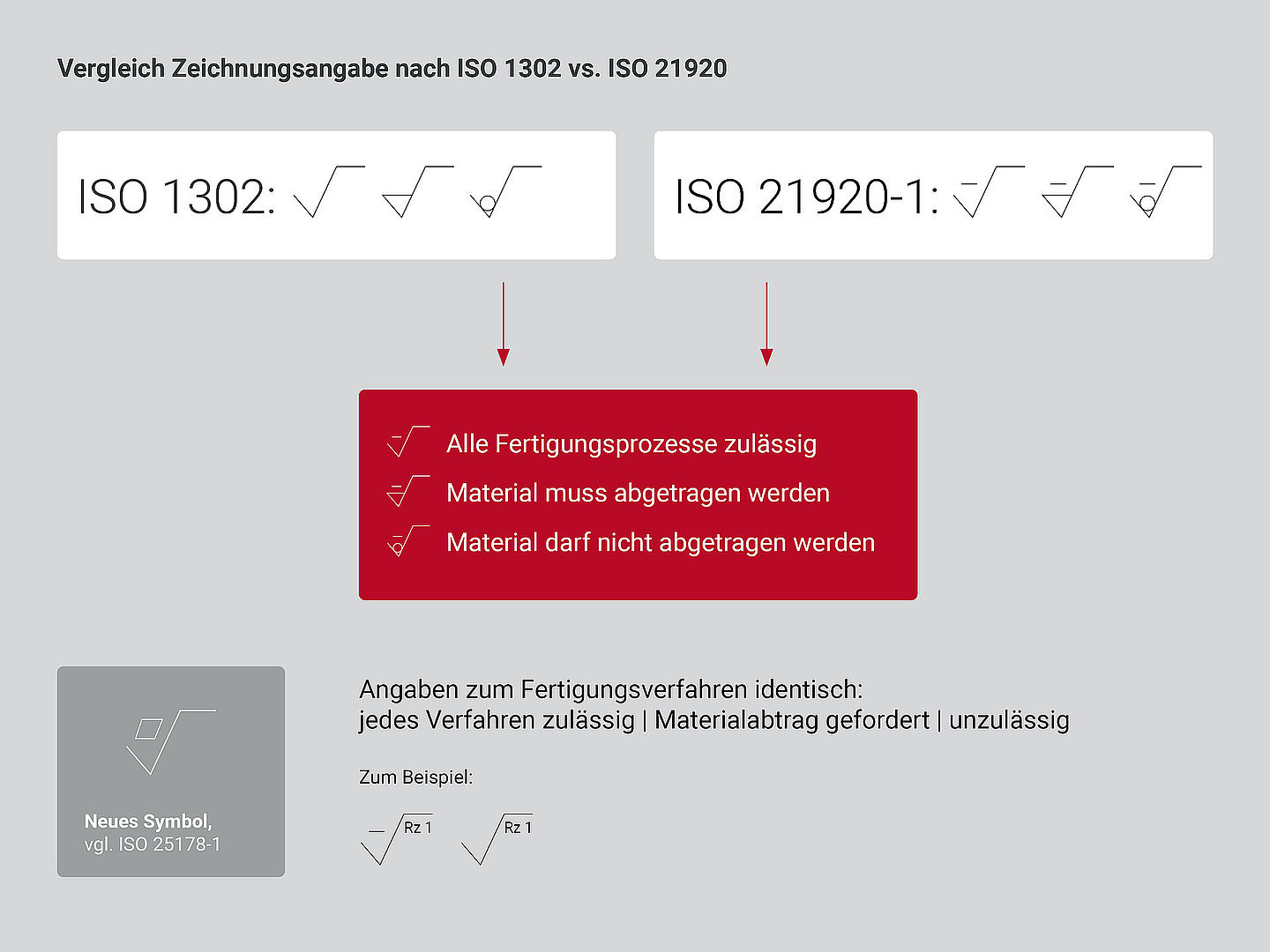
- ISO 1302:2002-02 "Specifikace výkresů
jsou staženy. "Nepokrývají již všechny možnosti moderních měřicích přístrojů - například proto, že dosud nenabízely standardizované postupy pro optické měřicí přístroje. Navíc ne vždy odpovídaly současné průmyslové praxi a v některých případech měly nejasné definice některých charakteristických algoritmů," vysvětluje Heinz-Joachim Kedziora, vedoucí vývoje metrologie povrchu ve společnosti Mahr. Je také mezinárodně odpovědný jako projektový manažer za třetí část nové normy a tento úkol převzal i pro první část normy v létě 2021. "Norma DIN EN ISO 12085 ("Motif") zůstane zachována; mezitím byla zahájena revize normy DIN EN ISO 3274 ("Stylus")."
Aktualizace a optimalizace
Z historických důvodů měly některé předchozí normy zcela odlišná čísla. Jejich rozsah sahal od "ISO 3274:1996-12 Měřicí přístroje" přes "ISO 4287:1997-04 Charakteristiky" až po "ISO 4288:1996-08 Podmínky měření" - abychom jmenovali jen některé z nich. Od nynějška budou shrnuty v nové normě DIN ISO 21920. Zahrnuje celý proces - od návrhu přes výrobu až po kontrolu kvality - ve třech částech. První část (ISO 21920-1) se zabývá výrobou a specifikací, tj. "výkresovými záznamy". Část 2 (ISO 21920-2) definuje parametry a část 3 (ISO 21920-3) formuluje podmínky pro kontrolu těchto parametrů na konci.
Část 1: Kreslení zajišťuje funkce komponenty
Část 1 nahrazuje předchozí normu ISO 1302 a zabývá se procesy souvisejícími s výkresovými záznamy, které konstruktér zadává pro výrobu součásti. Nejdůležitější změna: od nynějška je základem pro podmínky, za kterých se kontroluje vyráběná součást, pouze výkres. "I když konstruktér vyvíjí něco obzvlášť složitého, část 1 definuje, jak musí obrobek specifikovat, aniž by přidával volný text. Tímto způsobem je možné, že samotná specifikace zajistí funkci součásti," vysvětluje Heinz-Joachim Kedziora. Příklad: Pokud tedy zadáte pouze parametr "Ra" a hodnotu, pak v mnoha případech není zajištěno, že tato specifikace odpovídá funkčnímu chování součásti. Existují složitější a méně složité parametry. Část 1 navíc obsahuje nové termíny pro parametry povrchu:
| Termín | Zkratka | Vysvětlení |
| Délka hodnocení | le | "délka vyhodnocení", část snímací vzdálenosti, která se vyhodnocuje; nahrazuje lmnebo ln. |
| Index hnízdění | Nic, Nis | "mezní vlnová délka" užitečná pouze pro lineární filtry; nahrazuje λc a λs. |
| Filtr profilu S | Filtr Profile-S odstraňuje krátkovlnné složky (dolní propust); pro charakteristiky drsnosti odstraňuje filtr Nis("filtr λs") velmi krátkovlnné složky, které nepatří do profilu R. U charakteristik zvlnění odstraňujefiltr Nic("λc-filtr") krátkovlnné složky, které patří do profilu R a nikoli do profilu W. | |
| Filtr profilu L | Filtr profilu L odstraňuje dlouhovlnné složky (horní propust); pro charakteristiky drsnosti odstraňujefiltr Nic("filtr λc") dlouhovlnné složky, které nepatří do profilu R. | |
| Délka úseku | lsc | "délka úseku" pro charakteristické hodnoty vypočtené z profilových úseků, např. Rz, Rp, Rv; nahrazuje termín "jednotlivý měřicí úsek". |
| Počet sekcí | nsc | "počet úseků"; nahrazuje termín "počet jednotlivých měřicích úseků". |
Důležité pro všechny uživatele: Nová norma se vztahuje pouze na nové výkresy. Výkresy staršího data si zachovávají platnost podle předchozí normy.
Nově jsou zavedeny také některé symboly pro stanovení jasného odkazu na výkres podle normy DIN EN ISO 21920-1:
Část 2: Poptávka po designérech
Druhá část nové normy ISO 21920 se zabývá vztahem mezi parametry a funkcemi součástí. Jedná se o nejobsáhlejší a pravděpodobně nejobtížnější část, která nahrazuje dřívější normu ISO 4287. "Je zde popsáno více než 100 parametrů, které konstruktérům nabízejí obrovský soubor nástrojů. V budoucnu budou vyzváni k výběru správného parametru z této části. Zkušenosti ukazují, že pro mnoho uživatelů je obtížné si vybrat, protože toto téma není předmětem školení," říká vedoucí oddělení vývoje.
V případě parametrů, které se vypočítávají z profilových prvků (= hora a údolí v profilu), bývaly nejistoty měření větší, protože profilové prvky byly popsány, ale nebyly jasně definovány do detailu, zejména v hraničních případech. To se nyní výrazně zlepšilo. Výrobci měřicí techniky však nejsou nuceni všechny tyto parametry naprogramovat do zařízení nebo softwaru, protože některé z nich hrají roli pouze regionálně.
Část 3: Jak získat platný výsledek
Část 3 definuje podmínky, podle kterých nebo za kterých se měření provádí. Nahrazuje předchozí normu ISO 4288 a zabývá se tématem "Specifikace a ověřování" - tj. požadavky na postupy měření a jejich správné provádění. Část 3tak definuje standardní případ. To znamená: Pokud nejsou ve výkresu uvedeny žádné výslovné specifikace, platí to, co je napsáno v normě - tj. vše, co nemusí být výslovně uvedeno.
"Tato část se tedy netýká pouze podmínek měření, ale také dalších faktorů, které je třeba vzít v úvahu, aby bylo možné dospět k platnému výsledku. Proto v této části nejsou žádná pravidla, jak něco měřit, ale pouze popis kompletního specifikačního operátoru," vysvětluje Kedziora. Specifikace je teoreticky ideální a jednoznačná. Podle normy ISO 8015 je "operátor ověřování fyzickou implementací operátoru specifikace. Může mít přesně stejné operace ve stejném pořadí (v takovém případě je procedurální nejistota nulová) nebo může mít různé operace nebo provádět operace v jiném pořadí (v takovém případě není procedurální nejistota nulová)."
Pro ověření tedy stačí určit nejistotu, což v praxi většinou není snadné. Jako příklad uveďme použití Gaussova filtru: Pokud specifikace ve standardním případě předpokládá rozteč bodů profilu 0,5 µm, není zakázáno použít pro ověření větší nebo menší rozteč bodů; uživatel to pak musí zohlednit při odhadu nejistoty měření.
Závěr: Rozšířené možnosti popisu funkcí
Pro většinu uživatelů nová norma nic nemění. Nabízí pouze rozšířené možnosti funkčních popisů, například v aditivních výrobních procesech, kde jsou někdy vyžadovány nové struktury nebo nové filtry.
Na rozdíl od minulosti již není nastavení filtru určeno obrobkem, ale souvisejícím výkresem. Tím se zvyšuje spolehlivost rozhodnutí, zda testovaný povrch splňuje požadavky, či nikoli. Odpadá časově náročný - a v praxi téměř nedodržovaný - postup zkoušení povrchu obrobku podle normy DIN EN ISO 4288, včetně subjektivního posouzení, zda je profil periodický nebo aperiodický.
Celkově byl v nové normě kladen velký důraz na kontinuitu. "Podstatné je, že byly odstraněny slabé stránky staré normy - například nečisté a nepraktické definice. Pokud stará norma poskytovala přiměřené výsledky, platí to i pro novou normu. Tam, kde byl starý standard rozmazaný, je nový standard ostřejší," shrnuje vedoucí vývoje Kedziora. "Díky návaznosti, kdy vše, co se osvědčilo v průmyslové praxi, zůstalo zachováno i v nové normě profilu, mohou uživatelé i nadále měřit v souladu s touto normou se svými stávajícími měřicími přístroji."
V současné době Německý normalizační institut (DIN) připravuje národní normy DIN EN ISO 21920-1, -2 a -3. Důrazně se doporučuje stáhnout z oběhu vydání DIN EN ISO 21920-1, -2 a -3, která již byla zveřejněna jako rané návrhy v roce 2020, protože v mezinárodní diskusi došlo ještě ke změnám až do konečné verze této řady norem.

Tip:
Nové normě ISO 21920 věnuje Mahr obsáhlý webinář pod názvem "Nová norma pro povrchy". Jasně a podrobně vysvětluje, co nová norma přináší měřicím technikům a uživatelům. > Zobrazit seminář
Přehled změn:
- Několik nových termínů
- Nový symbol pro specifikaci
- Výchozím pravidlem pro přijetí tolerance je pravidlo maximální hodnoty ("max. pravidlo").
- Hodnoty pravidel vycházejí ze specifikace (zadání výkresu), nikoli z odhadovaných hodnot zadaného parametru. V důsledku toho je přiřazení indexu vnoření mírně posunuto v závislosti na zadané hodnotě Ra nebo Rz.
- Pokud není zadáno nic jiného, ověřování probíhá v místě zadaného geometrického prvku, kde lze očekávat maximální hodnoty; je třeba zahrnout nedokonalosti, jako jsou škrábance nebo póry.
- Nerozlišuje se mezi periodickými a aperiodickými profily
- Hodnoty charakteristik jsou (až na několik výjimek) definovány vzdáleností vyhodnocení.
- Pouze několik charakteristických hodnot, např. Rz, Rp, Rv, je definováno prostřednictvím profilových řezů (termín "délka vzorkování" se již nepoužívá).
- Specifikace meze tolerance následuje bezprostředně za označením charakteristické hodnoty.
- Zjednodušený zápis pro specifikaci oboustranných tolerančních mezí
- Třetí pravidlo pro přijetí tolerance: "Tmed": Mediánová hodnota všech naměřených hodnot musí ležet uvnitř stanovených tolerančních mezí.
- Specifikace optických metod pro získání profilu je možná, např. EP OR(1).