Metrologia sofisticada para o controle de qualidade na sala de medição, produção, recebimento de mercadorias ou desenvolvimento.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.























Metrologia manual inovadora da Mahr: Paquímetros, micrômetros e relógios comparadores na versão analógica e digital, com transmissão sem fio integrada. Os medidores comparadores e padrões de referência da Mahr são imprescindíveis para a metrologia de precisão na fabricação.

De analógico a digital, a gama completa de paquímetros. Manuseio simples, sem fio e altamente preciso. Perfeitos para uso eficiente na produção.

Eine sicher ablesbare Digitalanzeige, das moderne Design und die gewohnte Mahr-Genauigkeit zeichnen unsere digitalen Messschieber aus. Das Sortiment umfasst Messgeräte für alle Anwendungen. Diverse Schnittstellen zur Datenübertragung und Schutzart bis IP 67 lassen keine Ansprüche offen.
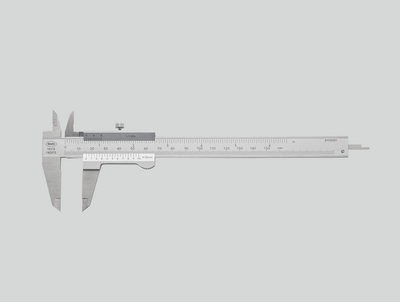
Leitura antirreflexo, aço temperado, trilhos de guia elevados para proteção da escala e máxima precisão. Características de um paquímetro de qualidade Mahr com o clássico nônio.
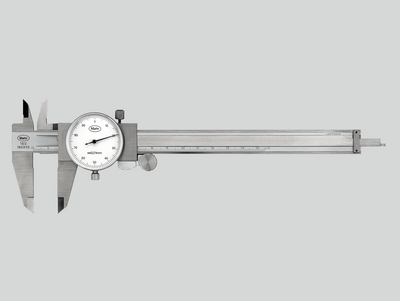
Mostrador grande de alto contraste e sistema de medição protegido contra impactos para precisão permanente. O mecânico clássico para leitura rápida e segura.

Máxima precisão nas mais diversas execuções. Micrômetros da Mahr estão disponíveis desde os clássicos mecânicos até o modelo digital e sem fio.

Um display digital de leitura fácil, o design moderno e a costumeira precisão Mahr caracterizam nossos micrômetros digitais. A linha de produtos abrange aparelhos de medição para todas as aplicações. Diversas interfaces para transferência de dados e uma elevada classe de proteção até IP 65 atendem a todas as necessidades.

Leitura antirreflexo, placas de isolamento térmico e um fuso retificado para máxima precisão. Características de um micrômetro de qualidade Mahr.
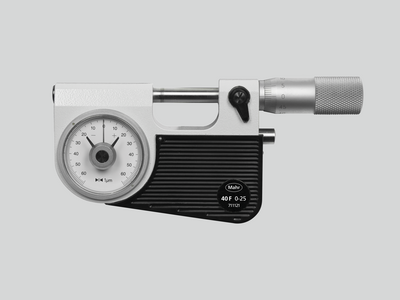
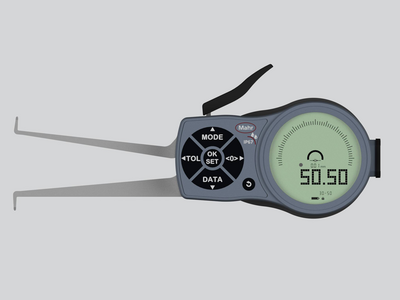
Especialmente adequado para uma verificação segura e rápida de peças seriais (eixos, pinos, hastes) A precisão dimensional pode ser reconhecida e lida rapidamente usando o indicador de precisão.

Para medir grandes diâmetros e controlar distâncias de até 2500 mm

Opcionalmente com display analógico ou digital ou como aparelho de medição rápida com cabo tipo pistola. Os aparelhos de medição interna de 3 pontos da Mahr fornecem sempre resultados de medição confiáveis, graças à auto-centragem automática.

De analógico a digital, a gama completa de relógios comparadores, indicadores de precisão e comparadores apalpadores. Manuseio simples, opcionalmente sem fio e extremamente precisos. Perfeitos para uso na produção.
Um display digital de fácil leitura, a construção robusta e a extrema precisão Mahr caracterizam nossos relógios comparadores digitais. A linha de produtos abrange aparelhos de medição para todas as aplicações. Diversas interfaces para transferência de dados e uma elevada classe de proteção até IP 54 atendem a todas as necessidades.

Alta sensibilidade e precisão, graças a: Alojamento robusto dos eixos do sistema de medição, pinhões e engrenagens de precisão, pino de medição apoiado com máxima precisão.

Os indicadores de precisão Millimess, quando comparados com relógios comparadores analógicos, possuem componentes ainda mais precisos, uma precisão de medição superior e uma histerese muitas vezes melhor. Estas vantagens ficam evidentes especialmente nos controles de batimento radial, nas medições de retitude e planicidade bem como nas medições comparativas.

Os comparadores centesimais indutivos de alta precisão Millimess realizam incrementos numéricos de até 0,2 μm. Funções de operação orientadas para a prática, tais como controle de tolerâncias, registro mínimo e máximo para medições dinâmicas, um display combinado digital e analógico bem como uma transmissão de dados fácil fazem deste dispositivo um aparelho de medição de precisão indispensável.

O sistema de medição sensível e otimizado por computador proporciona máxima segurança e precisão. Para aplicações em condições adversas na fábrica, o display é excepcionalmente bem protegido contra riscos ou quebras através de um visor de vidro mineral temperado, além disso, uma vedação protege contra a penetração de líquidos.

O sistema de medição sensível e otimizado por computador proporciona máxima segurança e precisão. Para uso intenso em oficinas, o display giratório está excelentemente protegido, além disso, uma vedação garante proteção contra a entrada de líquidos.

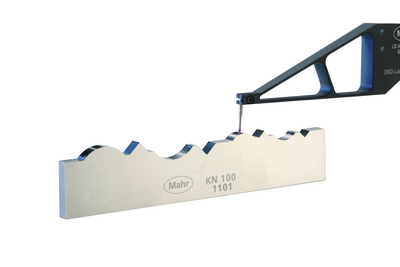
Apalpadores 3D da Mahr para máquinas NC, centros de usinagem e máquinas de erosão reduzem seus tempos de ajuste e parada. Perfeitos para o apalpe exato de bordas de referência em peças de trabalho e dispositivos.

Quer seja Integrated Wireless, módulos externos de transmissão, USB, Opto RS232 ou Digimatic: Independentemente do padrão de interfaces que você estiver usando, o MarConnect sempre estabelece a conexão perfeita.
Muitos instrumentos manuais da Mahr dispõem de uma saída de dados com interface MarConnect. Independentemente do padrão de interfaces que você estiver usando (USB, Opto RS232 ou Digimatic), o MarConnect sempre estabelece a conexão perfeita.

Com a gama de produtos Wireless da Mahr, você garante resultados de medição precisos com absoluta liberdade de movimento. Faça suas medições de forma simples e moderna - sem as restrições da tecnologia a cabo
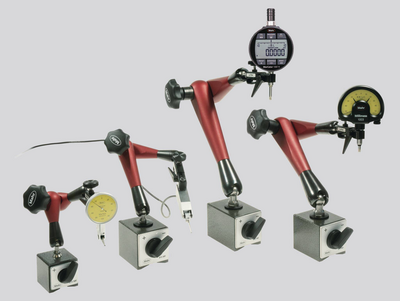
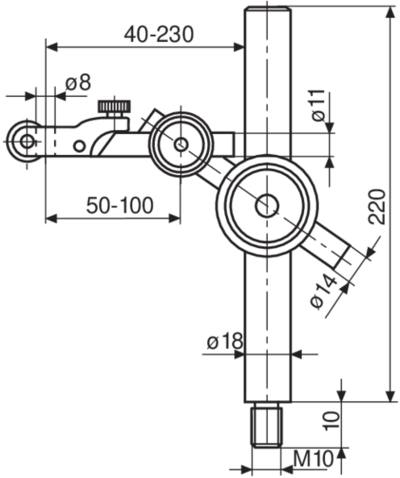
Os suportes de medição, mesas de medição e aparelhos de teste de concentricidade MarStand proporcionam resultados de medição precisos, graças à sua estrutura robusta. Eles conferem o apoio necessário a relógios comparadores, indicadores de precisão, relógios apalpadores e apalpadores.
Graças à sua estrutura robusta, os suportes de medição proporcionam uma base estável garantir a obtenção de resultados de medição precisos. Eles conferem o apoio necessário a relógios comparadores, indicadores de precisão, relógios apalpadores e apalpadores.
As bases de medição MarStand são utilizadas em soluções individuais e proporcionam resultados de medição precisos graças à sua estrutura robusta. Eles conferem o apoio necessário a relógios comparadores, indicadores de precisão, relógios apalpadores e apalpadores.

A combinação de mesa de medição precisa e plana, coluna de medição estável e peças fortes dos braços são características de mesas de medição. As mesas de medição MarStand oferecem as condições básicas para resultados preciso de medição, graças à sua estrutura extremamente estável.

Aparelhos de teste de batimento radial constituem o método mais fácil de determinar erros de posição e forma em eixos no ambiente da produção. Graças à grande variedade de modelos, os robustos aparelhos de teste de batimento radial MarStand são a base para as mais diversas exigências em termos de peças de trabalho e resultados de medição precisos.

Desempenos de granito constituem a base perfeita para seus aparelhos de medição de altura, graças à sua alta resistência e estabilidade de forma.
Aparelhos de medição com indicador usados como medidores comparadores são ferramentas perfeitas para medições de precisão na fabricação. O ajuste para um padrão de referência reduz o intervalo de desvio e minimiza a influência de variações térmicas no resultado de medição.
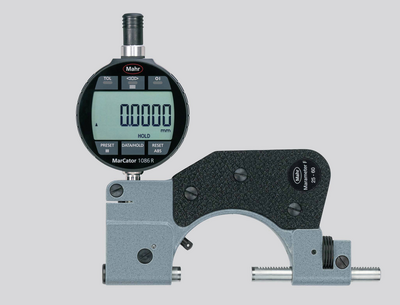
Calibres de boca com indicador de precisão são aparelhos perfeitos para medições de precisão de peças cilíndricas, tais como eixos, pinos e hastes, especialmente para verificações seguras e rápidas em peças seriais. A estabilidade dimensional é detectada com segurança e lida no indicador de precisão rapidamente.
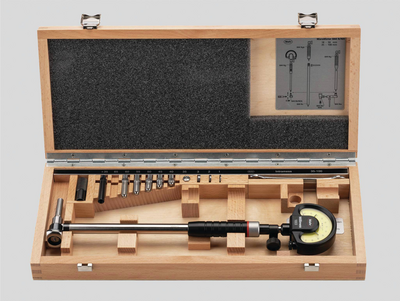
Aparelhos para medições internas são ferramentas perfeitas para medições de precisão de furos quanto a diâmetro, circularidade e conicidade.

Com nossos aparelhos de medição de espessuras oferecemos um espectro amplo e simples para a medição especialmente rápida de folhas, chapas e placas de todo tipo.
Quando não é possível usar aparelhos de medição normais, como paquímetros ou micrômetros internos, devido à geometria da peça a ser medida, os aparelhos de medição de braço de prova são a solução perfeita!

Com nossas pontes de medição de profundidades, oferecemos um espectro abrangente e simples para medições especialmente rápidas de profundidades. Graças à haste de fixação de 8mm, é possível instalar opcionalmente relógios comparadores, indicadores de precisão e apalpadores, dependendo da tarefa de medição.

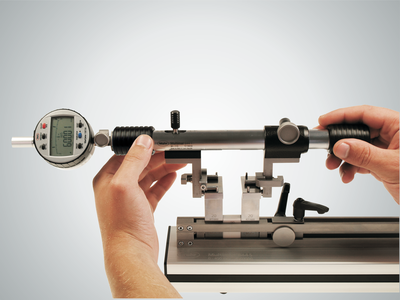
Medidores universais usados como medidores comparadores são os parceiros perfeitos para medições de precisão na fabricação, visto que a medição comparativa em relação a um padrão de referência minimiza a influência de variações térmicas no resultado de medição.
Quando se trata de engrenagens, roscas, cones ou recessos: Os aparelhos de medição universal Multimar oferecem uma solução ideal para praticamente todas as medições internas e externas que não podem ser realizadas nos aparelhos de medição padrão. Para tanto, a Mahr dispõe de diversos aparelhos básicos e uma abrangente gama de acessórios.
Ajuste seus aparelhos de medição interna e externa com precisão. Com os aparelhos de ajuste 844 S, você está perfeitamente equipado para qualquer tarefa de medição - inclusive para dimensões de grande porte.

Quer sejam bordas de centragem, rebordos ou recessos estreitos: Os medidores universais Multimar 36B oferecem uma solução perfeita para praticamente todas as medições internas e externas. Para tanto, a Mahr dispõe de diversos aparelhos básicos e uma abrangente gama de acessórios.

Confie nos padrões e calibres Mahr – eles constituem a base para resultados de medição precisos.

Confie nos calibres de ajuste Mahr - eles constituem a base para resultados de medição precisos.

Com os blocos padrão da Mahr você dispõe de padrões de referência e utilização de alta qualidade. Selecione entre 4 classes de tolerância e 2 materiais, o mais adequado para a sua oficina, produção ou controle de qualidade.

Os ponteiros Mahr estão disponíveis em 3 classes de tolerância e diferentes modelos. Selecione de acordo com suas necessidades na oficina, produção ou controle de qualidade.
As aplicações de aparelhos elétricos para medição de comprimentos são tão numerosas como as exigências para estes instrumentos. Máxima confiabilidade e precisão, bem como operação simples são quesitos essenciais.

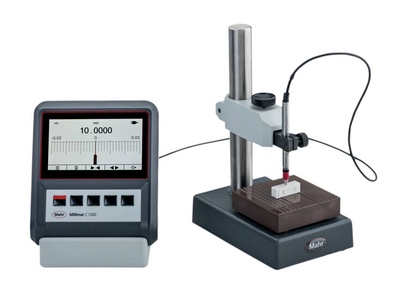
As aplicações de aparelhos elétricos para medição de comprimentos são tão numerosas como as exigências para estes instrumentos. Máxima confiabilidade e precisão, bem como operação simples são quesitos essenciais. Instrumentos de medição compactos de coluna Millimar atendem todas essas exigências.
Os aparelhos de medição de comprimentos Millimar são compactos, robustos e fáceis de operar. São aparelhos de indicação e avaliação de aplicação universal para tarefas de medição de complexidade razoável na área de fabricação e na sala de medição.

Graças à inúmeras possibilidades de combinação de módulos e software, você tem a chance de conseguir uma individualização jamais vista do seu local de trabalho e de suas ferramentas.
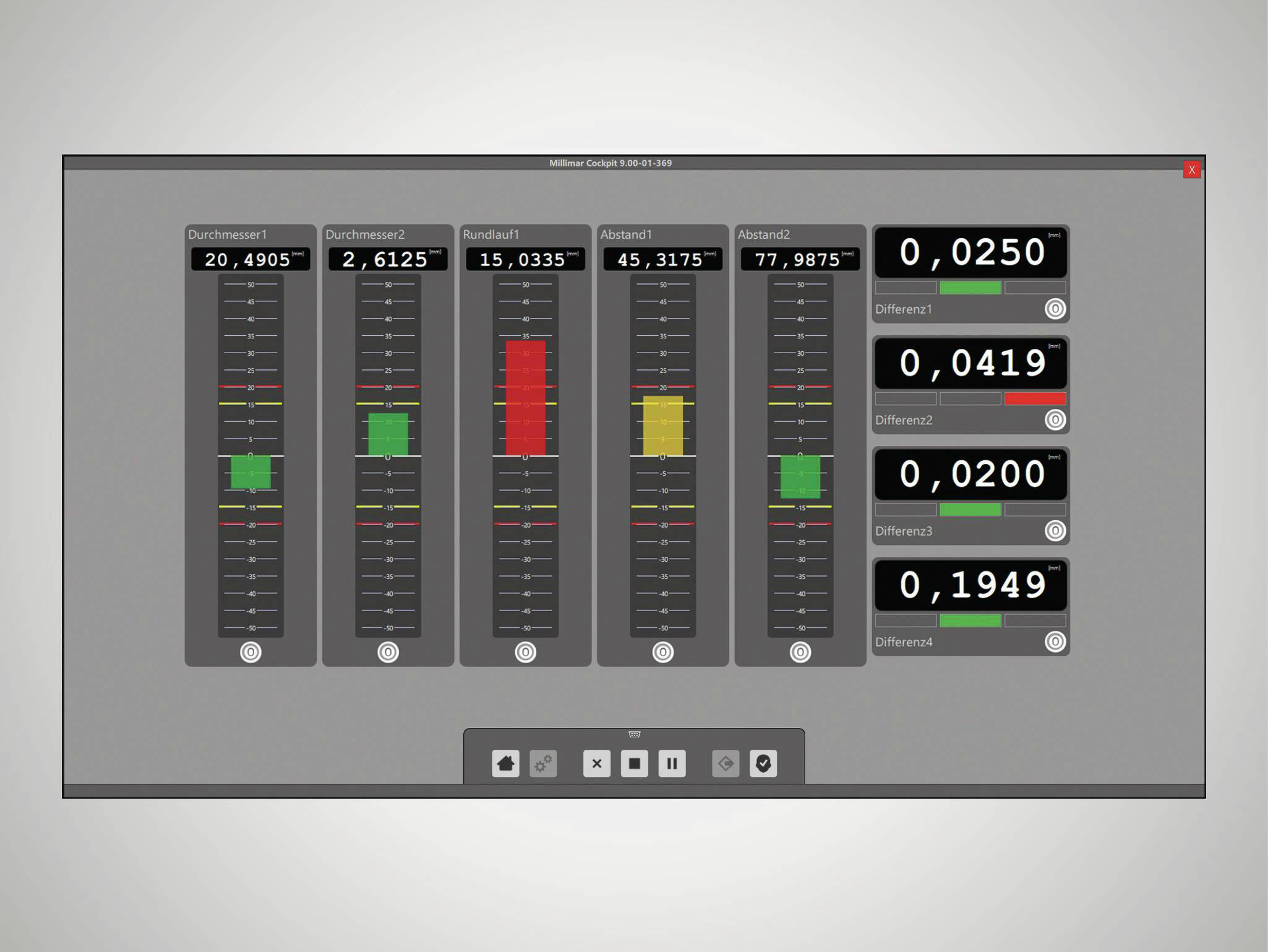
Software inteligente e universal para tarefas de medição complexas no chão de fábrica

Os captadores de valores de medição Millimar são os componentes mais influentes numa cadeia de medição. Suas propriedades definem a qualidade de toda a medição. Dependendo da aplicação, temos diversas tecnologias a oferecer. Por exemplo, apalpador indutivo Millimar: de construção robusta, aplicação flexível e preço atraente.
Quer seja medição de espessura, batimento circular ou concentricidade: com os apalpadores indutivos você registra os valores de medição e desvios independentemente da forma, apoio ou desvios de batimento circular. A grande vantagem é a abrangente área de linearidade e a relativa resistência a interferências. Os apalpadores são usados principalmente para medições comparativas na produção, sendo que as funções específicas do sensor podem variar.


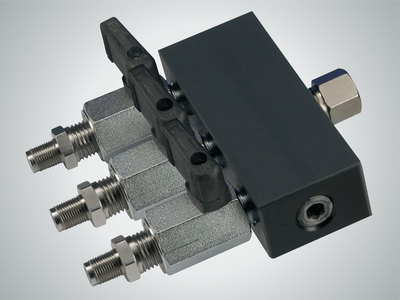
Aparelhos pneumáticos de medição de comprimentos se destacam por extrema precisão e estabilidade de longo prazo. Graças à medição sem contato com bicos medidores, as peças não sofrem danos. A medição segura até mesmo de peças não limpas, lubrificadas, engraxadas ou com resíduos de pasta de lapidação, pode ser realizada sem problemas, visto que os pontos de medição são limpos pelo ar de medição.

Os aparelhos de medição de comprimentos Millimar são compactos, robustos e fáceis de operar. São aparelhos de indicação e avaliação de aplicação universal para tarefas de medição de complexidade razoável na área de fabricação.

Os resultados de medição são representados - de forma perfeitamente legível também a distância - em 101 diodos luminosos em três cores. Ao ultrapassar os limites de tolerância e alarme programáveis é exibida uma mudança de cor dos segmentos, de verde para amarelo e/ou vermelho.

Medidores Millimar registram desvios dimensionais com rapidez e precisão. Há anos vem se consagrando como aparelhos pneumáticos de medição de comprimentos de alta qualidade na produção industrial e na sala de medição.
Quando a medição e avaliação devem ser realizadas de forma móvel.

Medição sem contato com anéis calibradores pneumáticos, sem danos à peça a ser medida.
Adapte a estação de medição à sua tarefa de medição, com os acessórios para a metrologia aeroespacial.
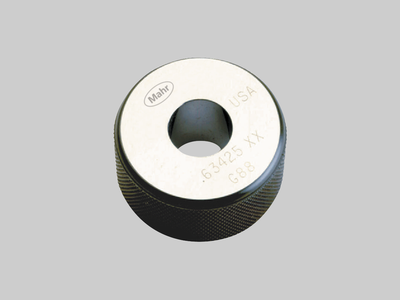
Confie nos calibres de ajuste Mahr - eles constituem a base para resultados de medição precisos

Ajuste de aparelhos pneumáticos de medição (anéis medidores pneumáticos) Cuidadosamente temperado, envelhecido, retificado e lapidado.

Ajuste de aparelhos pneumáticos de medição (mandris medidores pneumáticos). Cuidadosamente temperado, envelhecido, retificado e lapidado.

Você quer ir muito além com suas medições? Para isso existe Digimar!

Para traçar e marcar peças de trabalho na oficina Medição fácil de alturas e distâncias.

Modos de medição e opções de medição adequados à prática: A Digimar 814 C facilita as tarefas típicas de medição

Operação mediante toque, manuseio ergonômico e inúmeras possibilidades de avaliação: Isso é proporcionado pelo equipamento de medição de alturas Digimar 816 CLT.

Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.
Bedienung per Touch, ein ergonomisches Handling und vielfältige Auswertemöglichkeiten: Dafür steht das Höhenmessgerät Digimar 817 CLT.

A metrologia dimensional de precisão representa a metrologia de comprimentos com máxima precisão - tanto nas medições absolutas como relativas.

Aparelhos de medição e ajuste universais e de fácil operação para uso na produção

Aparelhos de medição e ajuste universais e de fácil operação para uso na produção
Graças à ampla linha de produtos, desde a simples bancada de testes para blocos padrão, bancada de teste totalmente automática para relógios comparadores e os aparelhos ULM até a estação de medição universal CiM ultra precisa e semiautomática, a Mahr sempre dispõe de uma solução prática para a fábrica, a sala de medição e laboratórios de calibração. Ou seja: Metrologia com máxima precisão com procedimentos de medição extremamente eficientes.

Quer sejam aparelhos clássico ULM ou motorizados PLM e CiM. As máquinas de medição universal de comprimentos permitem uma medição rápida e segura e de fácil operação, com incertezas mínimas.

Teste semiautomático e totalmente automático de relógios comparadores, comparadores apalpadores, indicadores de precisão e apalpadores - eficiente e preciso.
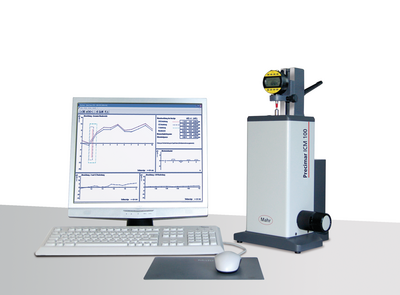
Teste semiautomático e totalmente automático de relógios comparadores, comparadores apalpadores, indicadores de precisão e apalpadores - eficiente e preciso.

Manuelle Prüfung von Messuhren, Fühlhebelmessgeräten und Feinzeigern - einfach und präzise

Confie nas bancadas de teste para blocos padrão Mahr - elas constituem a base para o controle preciso dos seus padrões
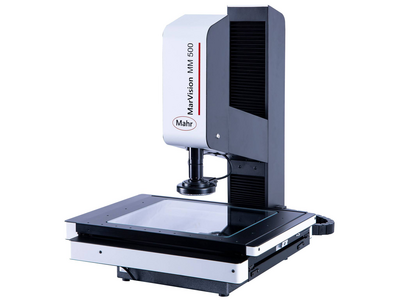
Para a verificação rápida de distâncias, raios, ângulos, os microscópios servem em praticamente todos os ramos industriais. Tanto no laboratório como próxima da produção.
Para a avaliação rápida de elementos geométricos

Metrologia das superfícies para a indústria e pesquisa

Metrologia das superfícies para a indústria e pesquisa

Superfícies de contato estruturadas com tolerâncias justas requerem sistemas de medição de alta precisão, que registram, em pouco tempo, a topografia de uma peça de trabalho ou objeto.
A metrologia de contornos serve para a determinação de desvios aproximados de forma.

Medir contornos com precisão com aparelhos de medição óptica

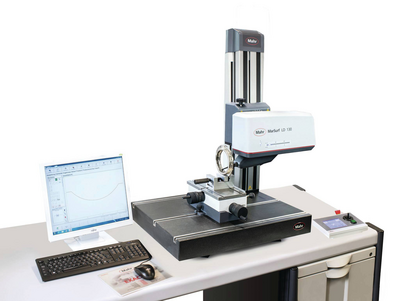
Medição de rugosidade e contorno combinada: Profissional para todos os casos

Medição de rugosidade e contorno combinada: Profissional para todos os casos

Medição de contorno 2D/3D assim como medição de rugosidade em conformidade com ISO 25178 / ISO 4287

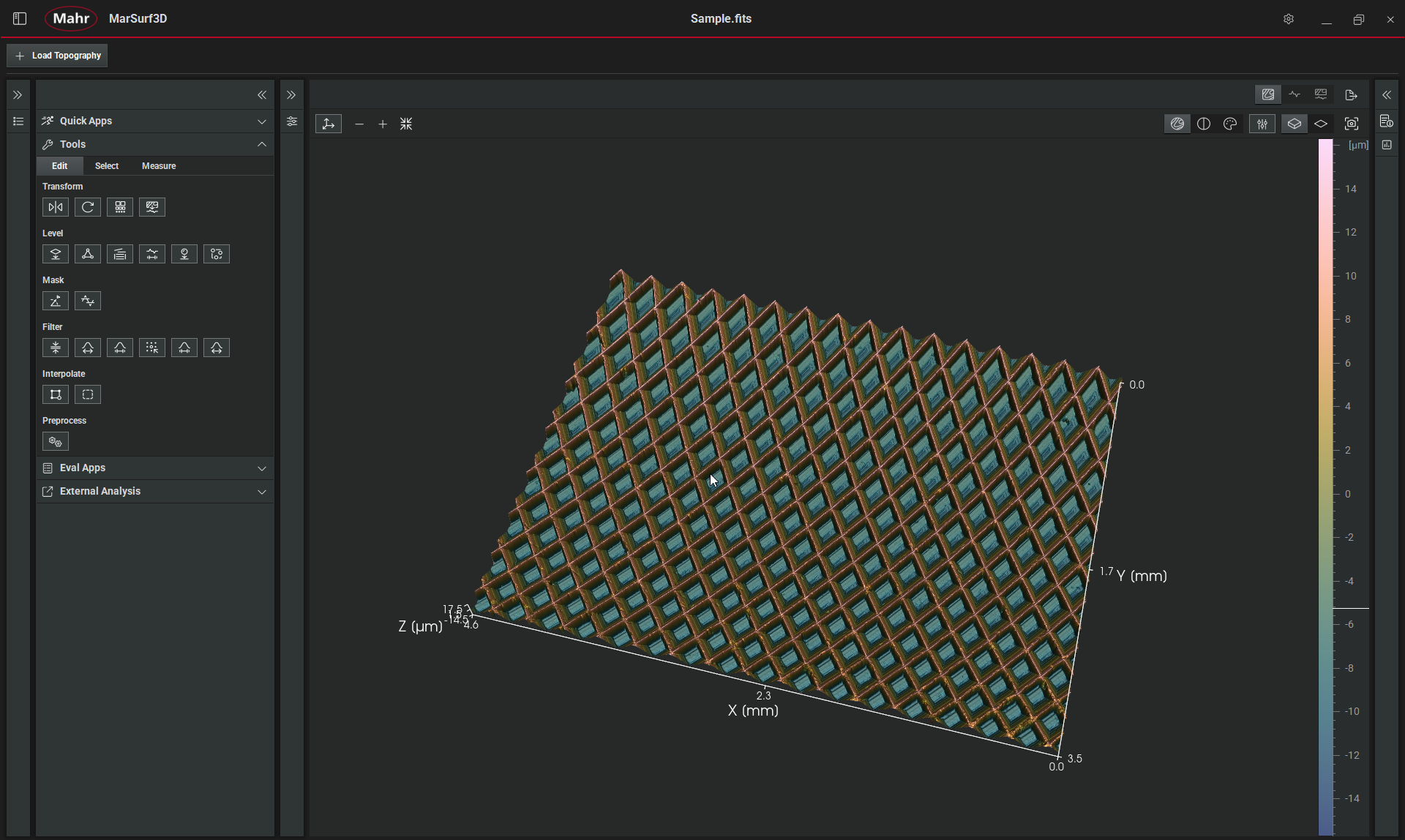
Metrologia das superfícies 3D para a indústria e pesquisa

Medir em qualquer lugar, com aparelhos de medição portáteis!
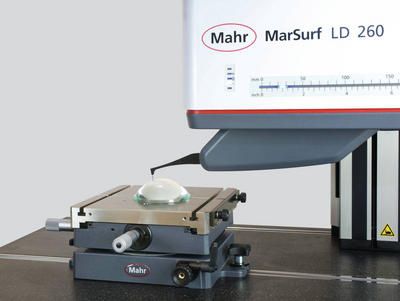
Estações de medição para a medição de ópticas de alta precisão

Quando o padrão já não é suficiente: Soluções individuais customizadas
Superfícies de contato estruturadas com tolerâncias justas requerem sistemas de medição de alta precisão, que registram, em pouco tempo, a topografia de uma peça de trabalho ou objeto.

Versátil e potente na sala de medição e no laboratório

Medição de rugosidade e contorno combinada: Profissional para todos os casos
Estações de medição tátil para medições de contornos e rugosidade
Medição de contorno e rugosidade 2D/3D em conformidade com ISO 25178 / ISO 4287
Metrologia das superfícies 3D para a indústria e pesquisa

Medir em qualquer lugar, com aparelhos de medição portáteis!

Mobile 3D-Oberflächenmesstechnik für den
Einsatz vor Ort

Com aparelhos portáteis de medição, medir sempre onde os resultados são necessários.
Estações de medição para a medição de ópticas extremamente sensíveis
Quando o padrão já não é suficiente: Soluções individuais customizadas
coordenadas cilíndricas
Experimente recursos excepcionais combinados com extrema flexibilidade no tamanho da peça e aumente sua produtividade no ambiente de produção.

Medição flexível de peças de trabalho que podem ser fixadas entre pontas de centragem
Câmera matricial de alta resolução e muito rápida para medir um grande número de características em peças de trabalho rotacionalmente simétricas.

Câmera de matriz óptica rápida em combinação com apalpadores de alta precisão para medir um grande número de características em peças de trabalho rotacionalmente simétricas.
Opções flexíveis de fixação e alinhamento de alta precisão usando uma mesa de centralização e inclinação totalmente automática
Câmera matricial de alta resolução e muito rápida para medir um grande número de características em peças de trabalho rotacionalmente simétricas. Adição de uma mesa de centralização e inclinação totalmente automática para alinhamento mecânico extremamente rápido, opções de fixação flexíveis.
Câmera de matriz óptica rápida em combinação com apalpadores de alta precisão para medir um grande número de características em peças de trabalho rotacionalmente simétricas. Adição de uma mesa de centralização e nivelamento totalmente automática para alinhamento mecânico extremamente rápido, opções de fixação flexíveis e, por exemplo, medições internas.

Sistemas para medir tolerâncias de forma e posição, como circularidade, planicidade, linearidade ou coaxialidade. Desde manual até totalmente automatizados.

Faça sua medição de características, tais como circularidade, retitude e batimento radial de forma simples, econômica e ainda assim, extremamente precisa. Nossas máquinas manuais de controle de perfis se destinam tanto à sala de medição como também para a medição próximo da produção.

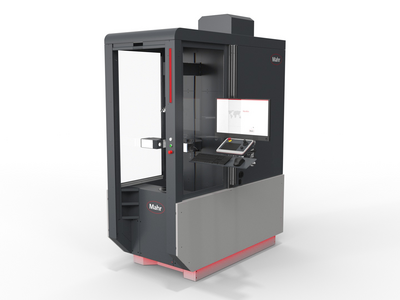
Com nossos sistemas automáticos de medição de formas, ajudamos você a reduzir os custos de processo, sem, no entanto, aumentar os custos de inspeção - graças a aparelhos robustos, inovadores com máxima automação, flexibilidade e precisão.
coordenadas cilíndricas
Experimente recursos excepcionais combinados com extrema flexibilidade no tamanho da peça e aumente sua produtividade no ambiente de produção.
Medição flexível de peças de trabalho que podem ser fixadas entre pontas de centragem
Opções flexíveis de fixação e alinhamento de alta precisão usando uma mesa de centralização e inclinação totalmente automática

Sistemas de medição de eixos óptica e tátil para uso no ambiente adverso de fabricação. Medição completa de todas as peças usuais, simétricas ao eixo de rotação.
.
Máquinas ópticas universais totalmente automáticas e robustas para medição de eixos para uso no ambiente extremo da fábrica.

Aparelhos de medição de eixos óptico-táteis para uso em ambientes de fabricação adversos. Medição completa de todas as peças de trabalho rotacionalmente simétricas comuns.
coordenadas cilíndricas
Experimente recursos excepcionais combinados com extrema flexibilidade no tamanho da peça e aumente sua produtividade no ambiente de produção.
Medição flexível de peças de trabalho que podem ser fixadas entre pontas de centragem
Opções flexíveis de fixação e alinhamento de alta precisão usando uma mesa de centralização e inclinação totalmente automática

Amplo espectro de tecnologias e produtos para o registro rápido e sem contato de superfícies e geometrias.
Para a avaliação rápida de elementos geométricos
Determinação de rugosidade, contorno e muitos outros parâmetros de superfície.

Metrologia das superfícies para a indústria e pesquisa

Rugosidades mínimas com precisão nanométrica

Análise óptica de topografias de superfície e geometrias
Metrologia das superfícies para a indústria e pesquisa
Metrologia das superfícies para a indústria e pesquisa

Sistemas totalmente recondicionados na consagrada qualidade Mahr

MarTool calipers are characterized by essential technology and easy operation.
All theese in good professional quality, at the best price!

16 E -- Simple with essential features

16 ES -- High quality with essential features
When the measuring station comes to the measuring object

Crankcases of emergency power generators, construction machines or ship engines: Large components are often too powerful or too heavy to be tested on stationary roughness measuring stations. And so it is with these components as with the mountain and the prophet: The measuring station comes to the measured object when nothing else succeeds. For this reason, roughness measurements on jumbo components are carried out using mobile measuring equipment. In this process, the mobile roughness measuring device or the mobile drive unit with the built-in roughness probe is positioned by hand on the measuring point to be tested safely, quickly and precisely.
Avoiding incorrect measurements
"Measurements on larger, flat surfaces are relatively easy to accomplish," explains Karl-Josef Gödecke from the Mahr ServiceCenter and responsible for application technology in the surface area. "They require little skill from the operator. However, the repeatability of these measurements varies relatively strongly because the operator can only position on the measuring point by eye." However, for roughness measurements at slanted or vertical locations, as well as for overhead measurements, it is necessary for the operator to hold the drive unit on the surface under test during the measurement to avoid erroneous measurements.
Reliable results through fixing
These problems can be avoided with the use of suitable measuring devices or measuring attachments. They are used to fix the drive unit on the test specimen during the measurement and thus to obtain reliable measurement results. "If the measuring locations are firmly defined in the test specification or in the drawing, the mobile roughness measuring device can be adjusted to the respective measuring position with the aid of a scale or a marker in order to fix it. If only one position is defined in the drawing, a rigid fixture can be used for the drive unit for this feature," explains the measurement expert. The following examples illustrate various measurement solutions on large and complex components:
Example 1: Roughness measurement of valve guides
The manual roughness measuring device, which consists of the MarSurf SD 26 drive unit, the basic assembly and the centering attachment, can be used to measure the roughness of valve guides. The centering attachment serves here as a probe arm guard, with the end stop defining the depth of the measuring location. In this way, the measuring point can be reached quickly and reliably. The measurement is started with the green start button on the device.
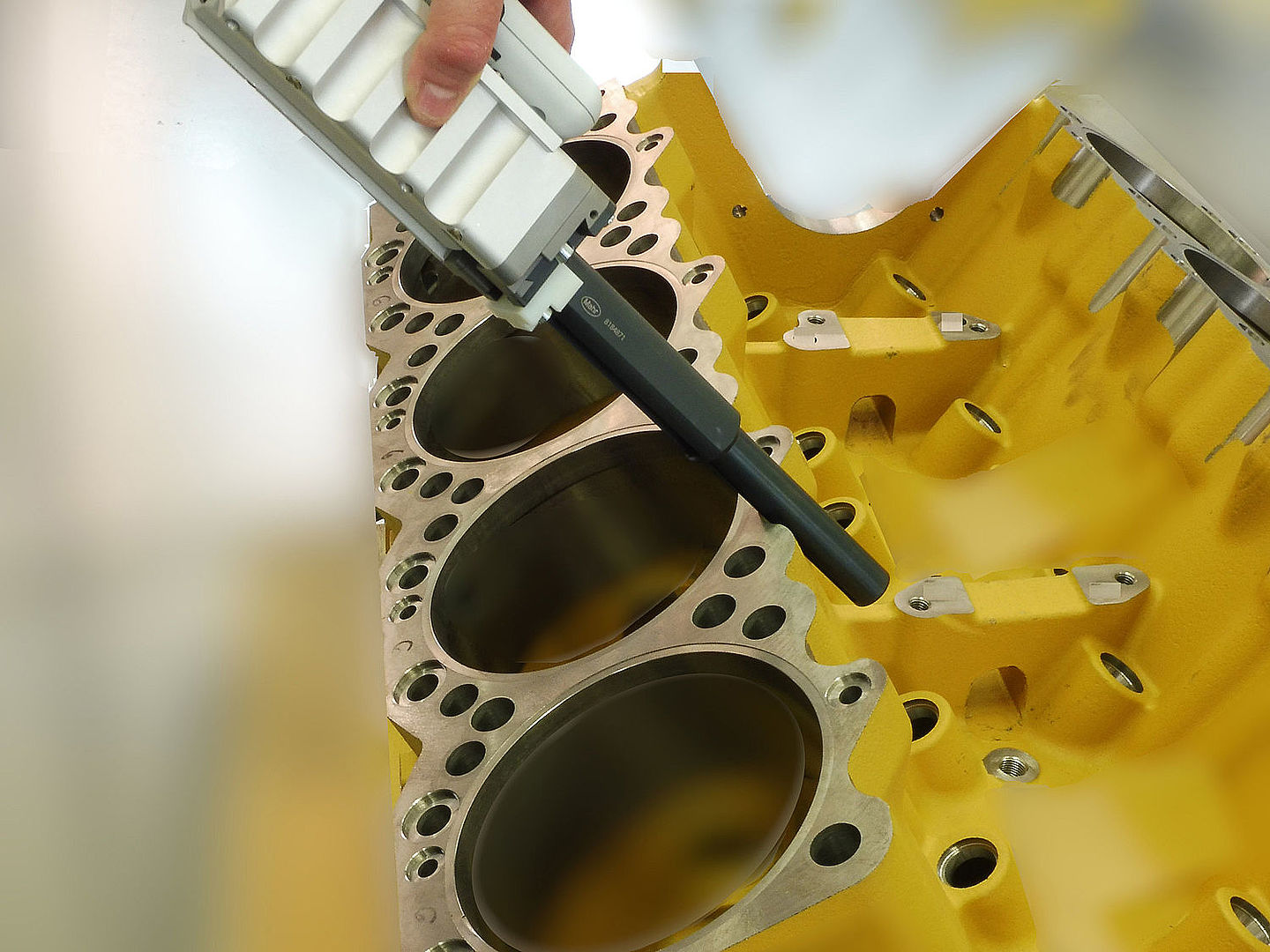
Example 2: Roughness measurement in cylinder bores
In order to carry out roughness measurements in cylinders, Mahr designs special holding fixtures for the measuring devices on request, which can be positioned exactly in depth after automatic probing. For example, the roughness gage can be guided parallel to the cylinder axis by means of cylindrical rods screwed into the threaded holes for the cylinder head. The gage is fixed at the desired height with the clamping screws. Markings on the vertical rods indicate the respective measuring position. Measurement thus takes place at the defined depth and with the roughness gage fixed.
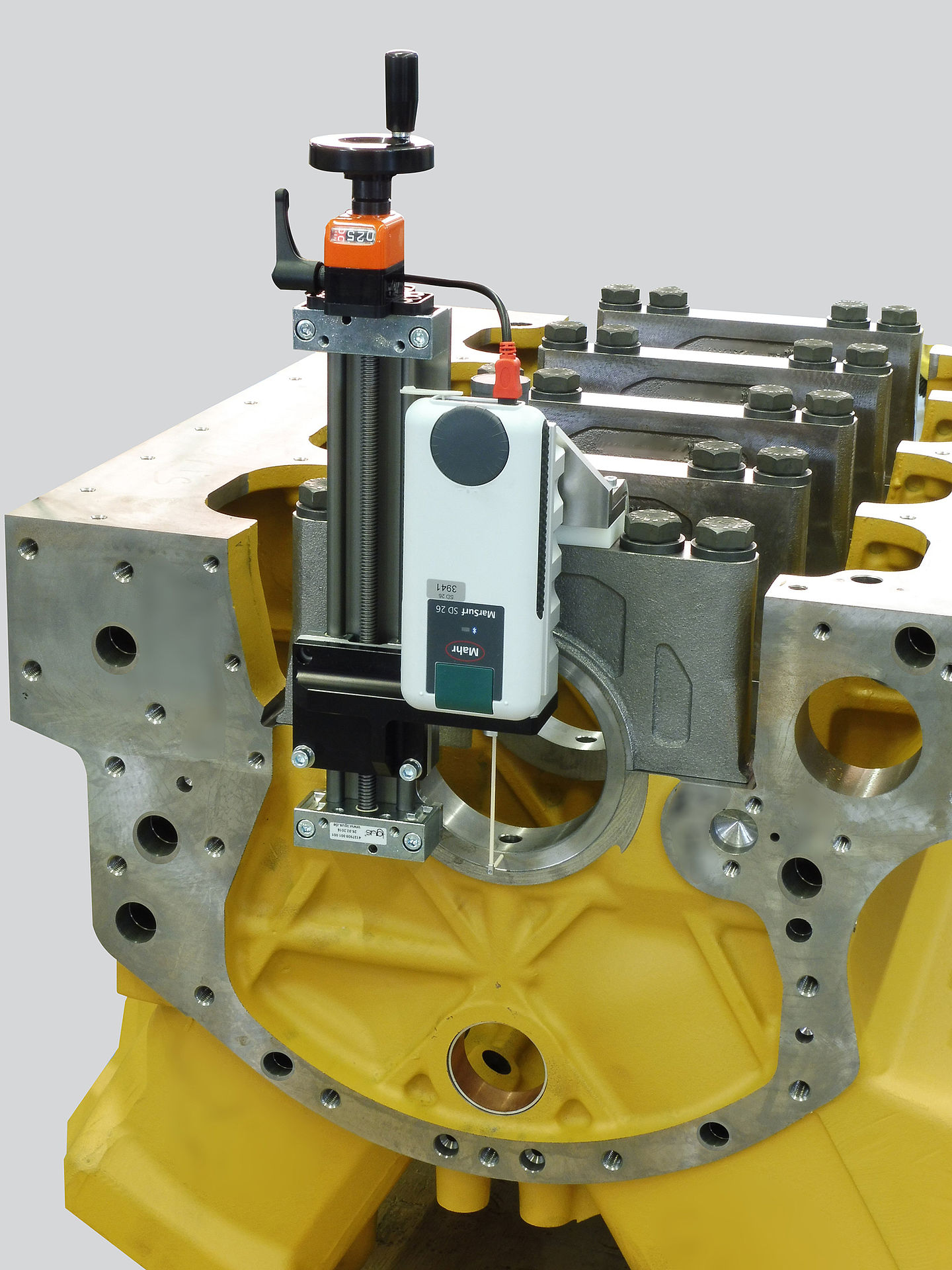
Example 3: Roughness measurement on the flat side of the crankshaft bearing
To measure the flat side of crankshaft bearings, a specially designed measuring attachment with a drive unit such as the MarSurf SD 26 is hooked into the workpiece and fixed. The hand crank ensures the correct measuring height.
[Fig. 5]
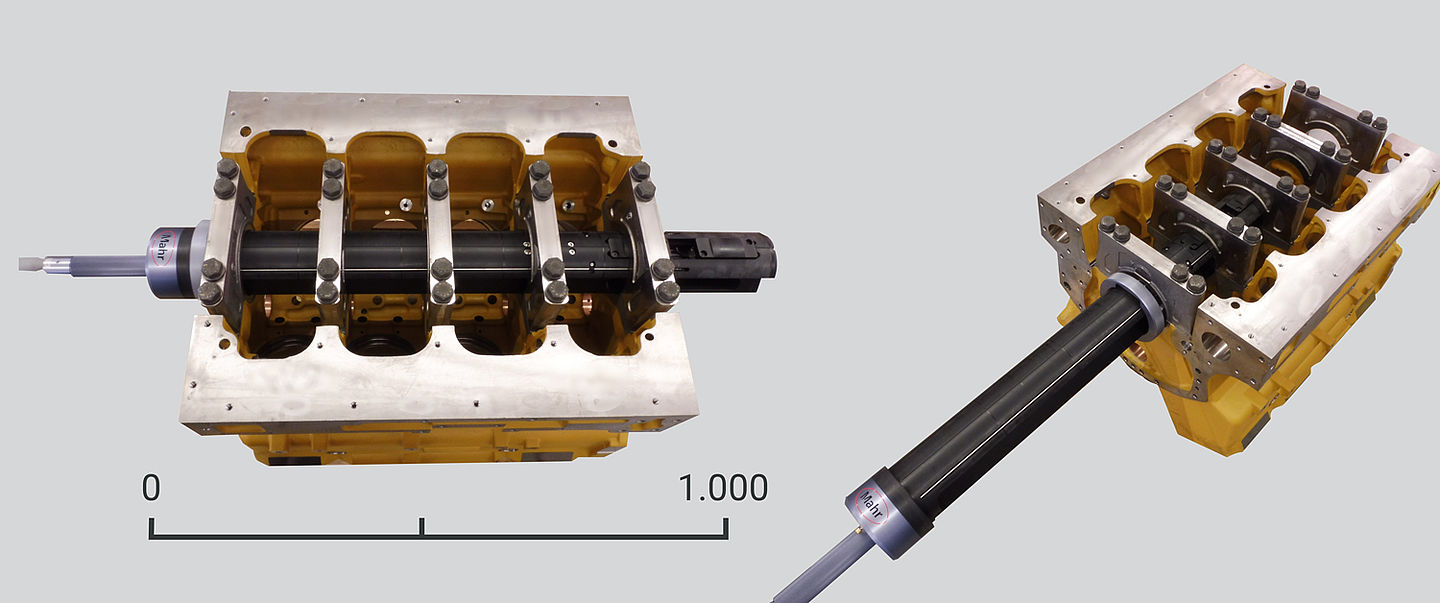
Example 4: Roughness measurement on crankshaft bearings with a handheld plug gage
A handheld plug gage – such as the MarSurf MCR 1 – is ideally suited for measuring the roughness of individual crankshaft bearing positions. This can be positioned on the bearing to be measured by sliding the stop ring onto the corresponding marking and fixing it in place. The handheld plug gage is then positioned as far as it will go, and the pneumatic release is deactivated to center and fix the plug gage. The integrated drive unit automatically probes the bearing position and performs the measurement. In the plug gage, the probe is protected against collisions during positioning. For camshaft bearings, the handheld plug gage can be dimensioned accordingly.
Roughness measurements on large crankcases
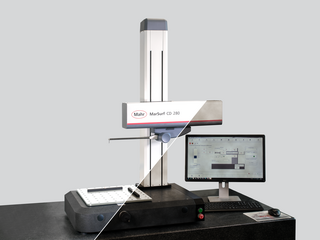
The use of specially designed measuring mandrels and measuring attachments makes it possible to perform roughness measurements easily, quickly and reproducibly, even at very large and difficult-to-access measuring locations. When up to 16 MarSurf SD 26 drive units are connected simultaneously to a PC-based measuring station such as the MarSurf XR 1, roughness tests can be carried out in production in a practical, reliable and cost-effective manner.
Are you interested in a customized solution?
You can get more information here.