Magas színvonalú méréstechnika a minőségellenőrzéshez a mérőszobában, a termelésben, az árubeérkezésnél vagy fejlesztésnél.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.























A Mahr innovatív kézi méréstechnikája: Tolómérők, mikrométerek és mérőórák analóg és digitális kivitelben beépített rádiós átvitellel. A Mahr összehasonlító mérőkészülékek és referencia etalonok nélkülözhetetlenek az Ön pontos gyártásközeli méréstechnikájához.

Analóg és digitális tolómérők széles választéka. Egyszerű kezelés, vezeték nélküli kivitel és nagy pontosság. Pontos mérésekhez tökéletes megoldás a gyártásban.

Biztonságosan leolvasható digitális kijelző, a modern kivitel és a szokásos Mahr pontosság jellemzi a digitális tolómérőinket. A termékválasztékban megtalálható bármely alkalmazáshoz szükséges mérőkészülék. A különböző adatátviteli portok és a max. IP67 védelmi fokozat minden igényt kielégít.
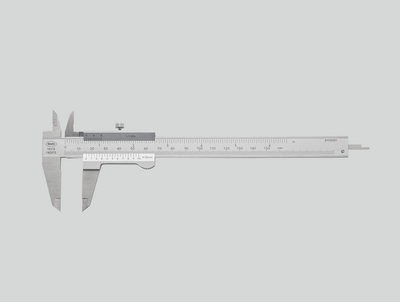
Tükröződésmentes leolvasás, edzett acél, megemelt vezetőpályák a mérőskála védelme és a legnagyobb pontosság érdekében. A Mahr klasszikus nóniuszos minőségi tolómérőjének jellemzői.
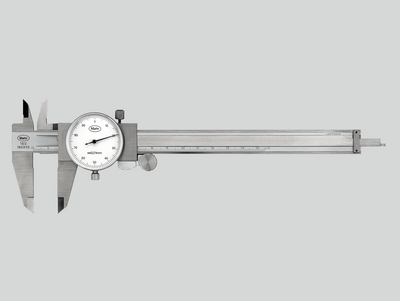
Nagy kontrasztos számlap és ütésálló mérőegység a tartós pontosságért. A mechanikus Klasszikus a gyors és biztonságos leolvasásért.

Legmagasabb pontosság a legkülönbözőbb kivitelekben. A Mahr mikrométerei klasszikus mechanikus, digitális és vezeték nélküli változatban érhetők el.

Jól leolvasható digitális kijelző, a modern kivitel és a szokásos Mahr pontosság jellemzi a digitális kengyeles mikrométereinket. Termékválasztékban megtalálható bármely alkalmazáshoz szükséges mérőkészülék. A különböző adatátviteli interfészek és az akár IP65 védelmi fokozat minden igényt kielégít.

tükröződésmentes leolvasás, hőszigetelő lapok és precíziós csiszolású orsók a maximális pontosságért. A Mahr egyik minőségi mikrométerének jellemzői.
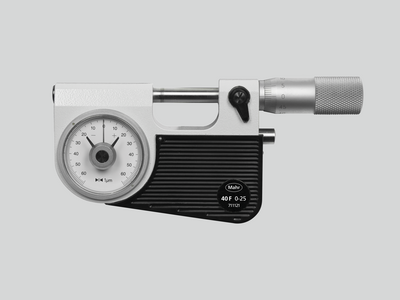
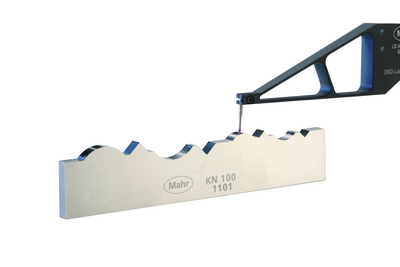
Különösen alkalmas a szériaalkatrészek (tengelyek, csapok, szárak) biztonságos és gyors vizsgálatára. Egy szempillantás alatt felismerhető és leolvasható a méretpontosság.

Nagy átmérők mérésére és távolságok vizsgálatára 2500 mm-ig

Választhatóan skálás vagy digitális kijelzővel vagy gyors mérőkészülék pisztolymarkolattal. A Mahr hárompontos furatmérő készülékei az automatikus önbeállásnak köszönhetően mindig megbízható mérési eredményeket adnak.

Analóg és digitális mérőórák, finomkijelzők és szögtapintós mérőórák széles választéka. Egyszerű kezelés, opcionálisan rendelhető vezeték nélküli kivitel és nagy pontosság. Pontos mérésekhez tökéletes megoldás a gyártásban.
Jól olvasható digitális kijelző, robusztus szerkezet és a Mahr-tól megszokott nagy pontosság jellemzi a digitális mérőórákat. Termékválasztékban megtalálható bármely alkalmazáshoz szükséges mérőkészülék. A különböző adatátviteli interfészek és az akár IP54 védelmi fokozat minden igényt kielégít.

Nagyfokú érzékenység és nagy pontosság az alábbiaknak köszönhetően: Mérőegység tengelyeinek robusztus csapágyazása, precíziós fogazású kerekek és fogaskerekek, nagyon pontosan csapágyazott mérőcsap.

A Millimess finomkijelzők az analóg mérőórákhoz képest még pontosabb egységek, jobb mérési pontosság és sokszorosan jobb irányváltási különbség. Ezek az előnyök különösen a radiális ütés vizsgálatoknál, egyenesség- és síklapúság mérésnél és összehasonlító méréseknél mutatkoznak meg.

A nagy pontosságú induktív Millimess finomkijelzők 0,2 μm digitális felbontást is elérnek. A gyakorlatias kezelési funkcióknak, pl. a tűrésfelügyeletnek, dinamikus méréseknél a minimum vagy maximum meghatározásnak, a kombinált számjegyes és skálás kijelzőnek, az egyszerű adatátvitelnek köszönhetően nélkülözhetetlen precíziós mérőkészülék.

A finoman működő, számítógéppel optimalizált mérőmű a biztonság és a precizitás maximumát nyújtja. A durva műhelykörülmények közötti használathoz a kijelzőt az edzett ásványi üveg kiválóan védi a karcolástól és a töréstől, ráadásul tömítés akadályozza meg a folyadék behatolását.

A finoman működő, számítógéppel optimalizált mérőmű a biztonság és a precizitás maximumát nyújtja. A forgatható kijelző kiválóan védett durva műhelyi használat esetén, ezen kívül tömítés biztosítja a folyadék behatolása elleni védelmet.

Az NC gépekhez, megmunkáló központokhoz és szikraforgácsoló gépekhez tervezett Mahr 3D mérőtapintók megrövidítik azok beállítási idejét és élettartamát. Tökéletes megoldás a munkadarabok és berendezések referencia éleinek pontos tapintásához.

Mindegy hogy beépített vezeték nélküli kapcsolat, külső rádiómodulok, USB, Opto RS232 vagy Digimatic: Mindegy, hogy melyik adatátviteli szabványt használja, a MarConnect mindig gondoskodik az optimális összeköttetésről.
Sok Mahr kézi mérőeszköz rendelkezik MarConnect adatkimenettel. Mindegy, melyik adatcsatlakozási szabványt használja (USB, Opto RS232 vagy Digimatic), a MarConnect mindig gondoskodik az optimális összeköttetésről.

A Mahr vezeték nélküli termékválasztékával biztosítja a pontos mérési eredményeket, a teljes mozgási szabadság mellett Mérjen korszerűen és egyszerűen úgy, hogy ne korlátozza a kábelhez kötött technika
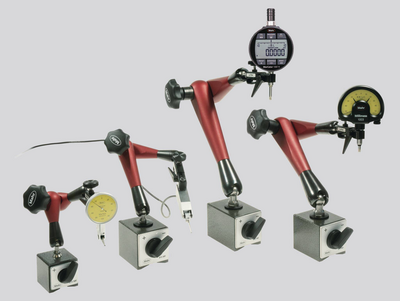
A MarStand mérőállványok, mérőasztalok és radiális ütésvizsgáló készülékek stabil felépítésüknek köszönhetően a precíz mérési eredmények előfeltételét képezik. Mérőóráinak, finomkijelzőinek, szögtapintóinak és mérőtapintóinak biztos támaszt nyújtanak.
A mérőállványok stabil felépítésükkel a precíz mérési eredmények alapját képezik. Mérőóráinak, finomkijelzőinek, szögtapintóinak és mérőtapintóinak biztos támaszt nyújtanak.
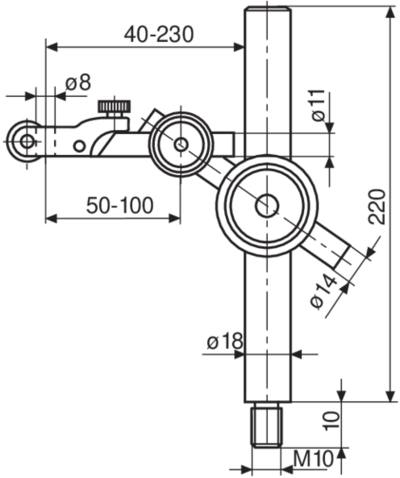
A MarStand mérőrudak egyedi megoldásokhoz használatosak és stabil felépítésükkel a precíz mérési eredmények alapját képezik. Mérőóráinak, finomkijelzőinek, szögtapintó mérőóráink és mérőtapintóinak biztos támaszt nyújtanak.

A pontos és sima mérőasztal, a stabil mérőoszlop és az erős karok kombinációja jellemzi a mérőasztalokat. A MarStand mérőasztalok különlegesen stabil felépítésüknek köszönhetően a precíz mérési eredmények alapvető feltételét képezik.

Az ütésvizsgáló készülékek a legegyszerűbb módszert biztosítják a tengelyek helyzet- és alakhibáinak gyártásközi környezetben történő meghatározásához. A sokszínű modelleknek köszönhetően a robusztus MarStand ütésvizsgáló készülékek, a munkadarabbal szemben támasztott legkülönbözőbb követelmények és pontos mérési eredmények alapját képezik.

A kemény gránit vizsgálólapok magas kopásállóságuknak és mérettartóságuknak köszönhetően a magasságmérő készülékek tökéletes alapját képezik.
A kijelzős összehasonlító mérőkészülék a tökéletes szerszám a gyártásközi precíziós mérésekhez. Egy referencia etalonhoz beállítás csökkenti az eltérés tartományt és a lehető legkisebbre csökkenti a hőmérséklet-ingadozások mérési eredményre gyakorolt hatását.
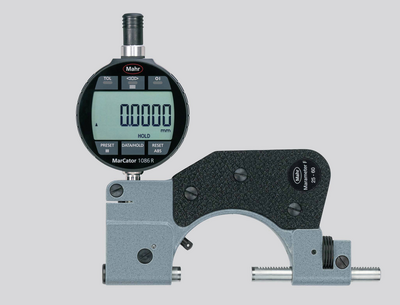
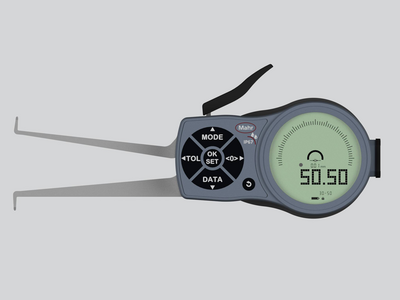
A finomkijelzős villás idomszerek a hengeres részek, pl. tengelyek, csapok és szárak precíziós méréséhez, különösen a szériaalkatrészek biztonságos és gyors vizsgálatához. A finomkijelzőn egy szempillantás alatt felismerhető és leolvasható a méretpontosság.
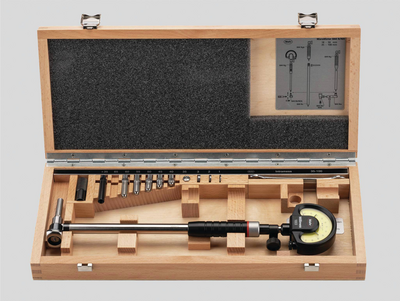
A belső mérőkészülékek a furatok átmérőjének, körkörösségének és kúposságának precíziós mérésének tökéletes eszközei.

Vastagságmérő készülékeinkkel bármely fólia, lemez és lap különösen gyors méréséhez kínálunk stabil és egyszerű megoldásokat.
Ha a szokásos mérőkészülék, pl. a tolómérő vagy a furatmikrométerek a munkadarab geometriája miatt nem használhatók, a tapintókaros mérőkészülék a tökéletes megoldás!

Mélységmérő hídjainkkal robusztus és egyszerű megoldásokat kínálunk a különösen gyors mélységmérésekhez. A 8 mm-es befogószárnak köszönhetően a mérési feladatnak megfelelő mérőórák, finomkijelzők és tapintók használhatók.

Az univerzális mérőkészülékek összehasonlító mérőkészülékek, a gyártásközi precíziós mérések tökéletes partnerei, mivel a referencia etalonnal összehasonlító mérés a minimálisra csökkenti a hőmérséklet-ingadozások mérési eredményre gyakorolt hatását.
Legyen szó fogazásról, menetről, kúpról vagy beszúrásról: A Multimar univerzális mérőkészülékek szinte minden olyan belső és külső mérésre optimális megoldást nyújtanak, amelyekhez a standard mérőeszközök nem alkalmasak. Ehhez különböző alapkészülékek és a tartozékok széles választéka áll rendelkezésére.
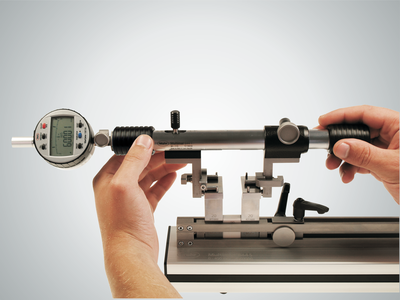
Állítsa be pontosan belső és külső méréshez készülékeit. A 844 S beállító-készülékekkel bármely mérési feladathoz a legjobb eszközzel rendelkezik, még a nagyobb dimenziókhoz is.

Mindegy, hogy központosító élek, keskeny vállak vagy beszúrások: A Multimar 36B univerzális mérőkészülékek szinte minden belső és külső méréshez optimális megoldást kínálnak. Ehhez különböző alapkészülékek és a tartozékok széles választéka áll rendelkezésére.

Bízzon a Mahr etalonokban és idomszerekben, mert ezek jelentik a pontos mérési eredmények alapjait.

Bízzon a Mahr beállító etalonjaiban, mert azok a pontos mérési eredmények alapjai.

A Mahr mérőhasábok birtokában csúcsminőségű referencia és használati etalonokkal rendelkezik. Válasszon a 4 tűrésosztályból és 2 anyagból a műhelyéhez, termelési folyamatához vagy minőségbiztosításához megfelelően.

A Mahr mérőcsapok 3 tűrésosztályban és különböző kivitelben állnak rendelkezésre. Válasszon a műhelyéhez, termelési folyamatához vagy minőségbiztosításához megfelelően.
Amilyen sokrétűek az elektromos hosszmérő készülékekkel szemben támasztott követelmények, ugyanolyan változatosak alkalmazási lehetőségeik is. Elvárás a maximális fokú megbízhatóság és precizitás, valamint a könnyű kezelhetőség.

Amilyen sokrétűek az elektromos hosszmérő készülékekkel szemben támasztott követelmények, ugyanolyan változatosak alkalmazási lehetőségeik is. Elvárás a maximális fokú megbízhatóság és precizitás, valamint a könnyű kezelhetőség. A Millimar kompakt- és oszlopos mérőkészülékek teljesítik ezeket a követelményeket.
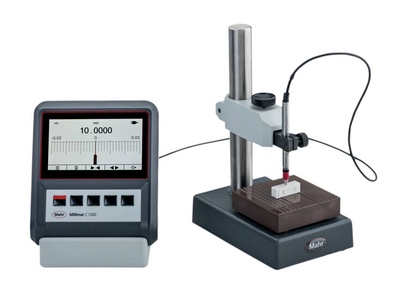
A Millimar hosszmérő készülék kompaktak, erősek és egyszerűen kezelhetők. Univerzálisan használható kiértékelő és kiértékelő készülékek az áttekinthető komplexitású gyártásközi és mérőszobai mérési feladatokhoz.

A modulok és szoftverek kombinációinak széles skálájának köszönhetően lehetősége nyílik arra, hogy munkakörnyezetét és eszközeit minden eddiginél egyedibben tervezze meg.
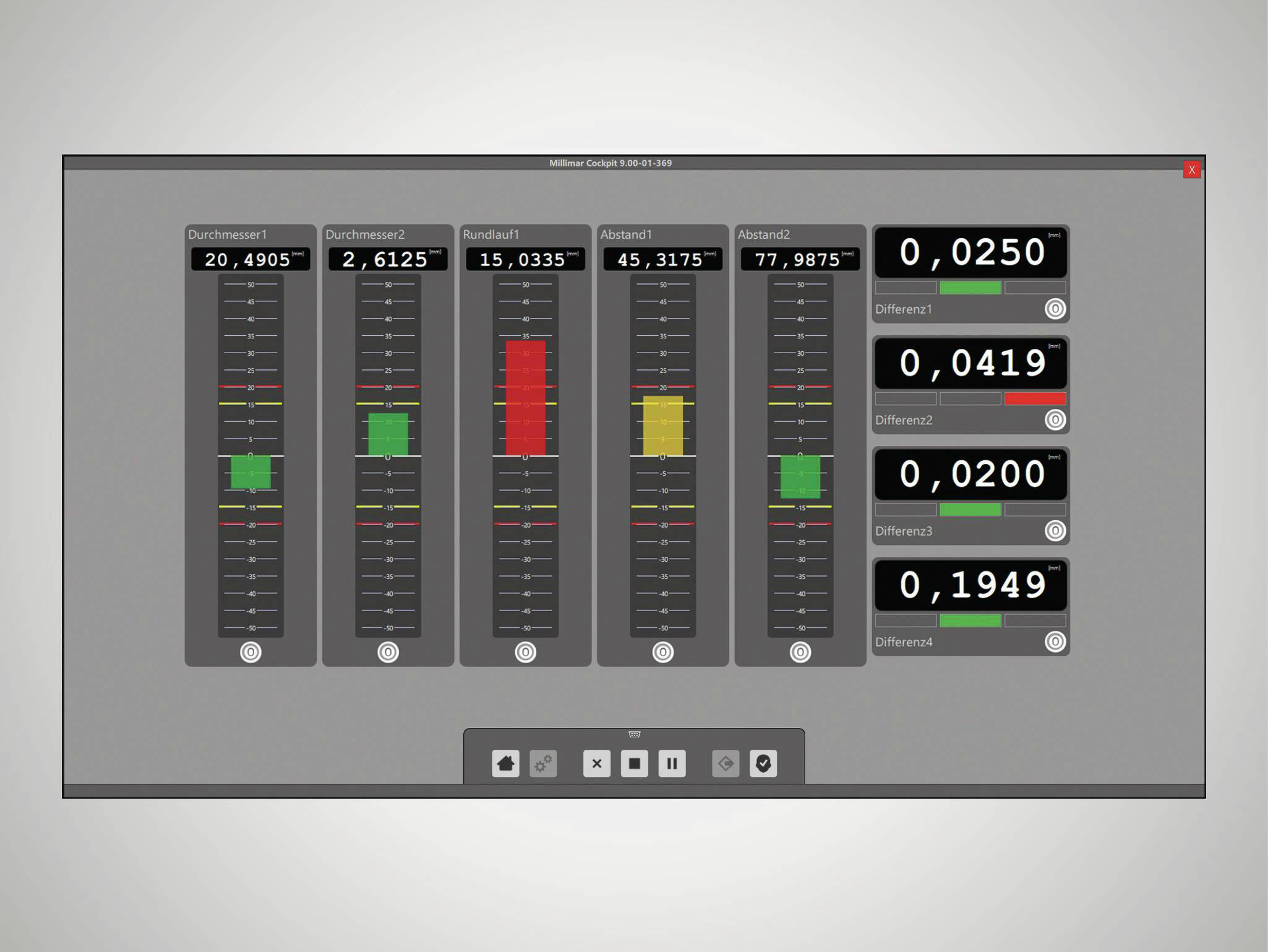
Okos és univerzálisan használható szoftver a komplex gyártásközi mérési feladatokhoz

A Millimar jelátalakítók a mérőláncot legnagyobb mértékben befolyásoló komponensek. Tulajdonságaik határozzák meg a mérés minőségét. Ezért alkalmazástól függően többféle technológiát kínálunk. Például a Millimar induktív mérőtapintókat: Robusztus felépítés, flexibilis alkalmazás és vonzó ár.
Mindegy, hogy vastagságmérés, radiális ütés vagy központosság: az induktív tapintókkal alaktól, felülettől vagy radiális ütéseltéréstől függetlenül rögzítheti a mért értékeket és eltéréseket. Nagy előnyük a nagy linearitási tartomány és a zavaró hatások elleni relatív érzéketlenség. A tapintókat főként termelésben használják összehasonlító mérésekhez, közben a szenzor specifikus feladatai változhatnak.


A pneumatikus hosszmérő készülékeket a nagy pontosság és a hosszú ideig tartó stabilitás jellemzi. A pneumatikus mérőfúvókákkal végzett érintésmentes méréssel a munkadarabok nem károsodnak. A szennyezett, olajos, zsíros vagy leppelő pasztával kezelt munkadarabok biztonságos mérése probléma mentesen lehetséges, mivel a mérési helyeket a mérőlevegő megtisztítja.

A Millimar hosszmérő készülék kompaktak, erősek és egyszerűen kezelhetők. Univerzálisan használható kijelzős és kiértékelő készülékek a kezelhető összetettségű gyártásközi mérési feladatokhoz.

A mérési eredményeket 101 db, három színű fénydióda jeleníti meg, amelyek távolról is jól leolvashatók. A programozható figyelmeztetési és tűréshatárok túllépése esetén a szegmensek színe zöldről sárgára ill. pirosra változik.

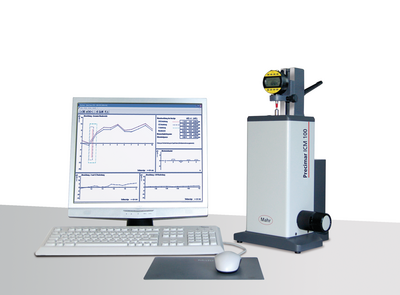
A Millimar levegős mérőkészülékek gyorsan és pontosan rögzítik a mérési eltéréseket. Csúcspontosságú pneumatikus hosszmérő készülékként már évek óta bizonyítottak mind az ipari gyártás terén, mind a mérőszobában.
Ha a mérésnek és a kiértékelésnek mobilnak kell lenni.

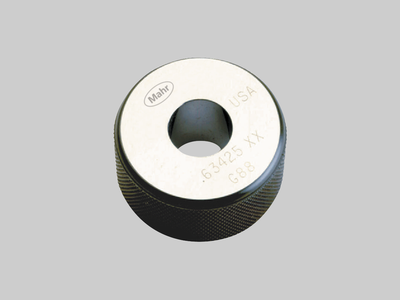
Érintésmentes mérés pneumatikus mérőgyűrűkkel, a munkadarabok károsodása nélkül.
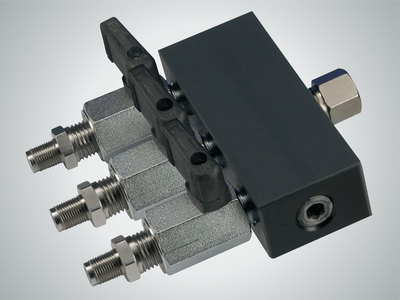
Alakítsa ki a mérőállomást az Ön mérési feladatainak megfelelően a levegős mérési technológia tartozékaival.
Bízzon a Mahr beállító etalonjaiban, mert azok a pontos mérési eredmények alapjai

Pneumatikus mérőkészülékek (fúvókás mérőgyűrűk) beállítása. Gondosan edzett, öregített, csiszolt és leppelt.

Pneumatikus mérőkészülékek (fúvókás mérőcsapok) beállítása. Gondosan edzett, öregített, csiszolt és leppelt.

Nagyon magasan szeretne mérni? Ehhez itt a Digimar!

Munkadarabok előrajzolásához és jelöléséhez a műhelyben. Magasságok és távolságok egyszerű mérése.

Gyakorlatias mérési módok és mérési opciók: A Digimar 814 C megkönnyíti a tipikus mérési feladatok megoldását

Érintéses használat, ergonomikus kezelés és számos kiértékelési lehetőség: Ehhez a Digimar 816 CLT magasságmérő készülék áll rendelkezésre.

Érintéses használat, ergonomikus kezelés és számos kiértékelési lehetőség: Ehhez a Digimar 817 CLT magasságmérő készülék áll rendelkezésre.
Érintéses használat, ergonomikus kezelés és számos kiértékelési lehetőség: Ehhez a Digimar 817 CLT magasságmérő készülék áll rendelkezésre.

Maximális pontosság precíziós hosszméréstechnika - abszolút és relatív méréseknél.

Univerzális, egyszerűen kezelhető hosszmérő és beállító készülékek a gyártáshoz

Univerzális, egyszerűen kezelhető hosszmérő és Beállító készülékek a gyártáshoz
A Mahr az egyszerű mérőhasáb-vizsgáló állomást, a teljesen automatikus mérőóra-vizsgáló állomást, az ULM készülékeket és szuperpontosságú és részlegesen automatizált CiM univerzális mérőgépet magában foglaló széles termékválasztékot kínál a gyártáshoz, a mérőszobához és a kalibráló laboratóriumokhoz. Másképp fogalmazva: Maximális pontosságú méréstechnika rendkívül hatékony mérési folyamatokhoz.

Mindegy, hogy klasszikus ULM vagy motorikus PLM CiM készülék. A Mahr univerzális hosszmérő gépek felhasználóbarát, gyors és biztonságos mérést tesznek lehetővé a lehető legkisebb bizonytalanság mellett.

Mérőórák, szögtapintós mérőórák, finomkijelzők és tapintók részben automatikus és teljesen automatikus hatékony és pontos vizsgálata.
Mérőórák, szögtapintós mérőórák, finomkijelzők és tapintók részben automatikus és teljesen automatikus hatékony és pontos vizsgálata.

Mérőórák, szögtapintós mérőórák és finomkijelzők manuális vizsgálata - egyszerűen és pontosan

Bízzon a Mahr mérőhasáb-vizsgáló állomásaiban, mert azok képezik az etalonok pontos vizsgálatának alapját
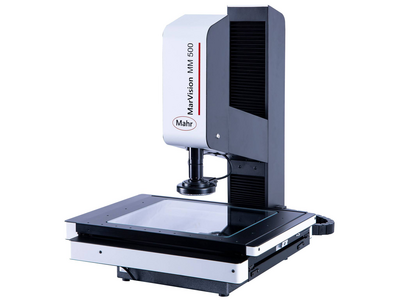
A mikroszkópokat szinte minden iparágban használják a távolságok, sugarak és szögek gyors vizsgálatára. Mindegy, hogy a laborban vagy gyártás közben.
Geometriai elemek gyors kiértékeléséhez

Felületmérés-technika az ipar és a kutatás számára

A szűk tűrésű strukturált funkcionális felületekhez nagy pontosságú mérőrendszerek szükségesek, amelyek rövid idő alatt felveszik egy munkadarab vagy objektum felületi topográfiáját.
Kontúrmérés-technika a durva alaki eltérések meghatározásához.

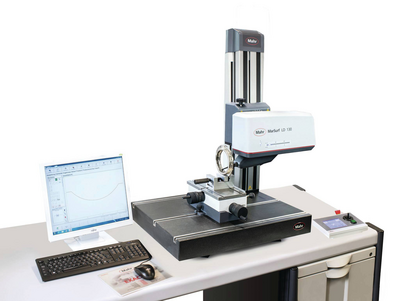
Optikai mérőkészülékekkel pontos kontúrok mérése

Kombinált kontúr- és érdességmérés: Profi minden esetre

Kombinált kontúr- és érdességmérés: Profi minden esetre

2D/3D kontúrmérés ISO 25178 / ISO 4287 szerinti érdességmérésként is

3D felületmérés-technika az ipar és a kutatás számára

A mobil mérőkészülékekkel mindenhol mérhet!
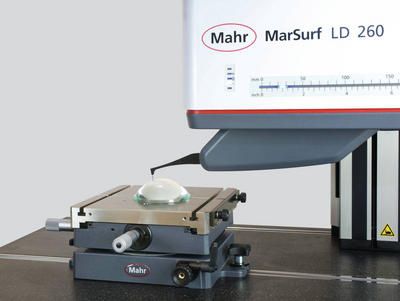
Mérőállomások nagypontosságú optikák mérésére

Ma már nem elég az alapfelszereltség: Egyedi megoldások az ügyfél kívánságának megfelelően
A szűk tűrésű strukturált funkcionális felületekhez nagy pontosságú mérőrendszerek szükségesek, amelyek rövid idő alatt felveszik egy munkadarab vagy objektum felületi topográfiáját.

Sokoldalúság és kiváló teljesítmény a mérőszobában és a laborban

Kombinált kontúr- és érdességmérés: Profi minden esetre
Tapintásos mérőállomások kontúr- és érdességméréshez
2D/3D ISO 25178 / ISO 4287 szerinti kontúr- és érdességmérés
3D felületmérés-technika az ipar és a kutatás számára

A mobil mérőkészülékekkel mindenhol mérhet!

Mobil 3D felületmérés-technika
helyszíni használatra

A mobil mérőkészülékekkel mindig éppen ott mérhet, ahol az eredményekre szükség van.
Mérőállomások nagyon érzékeny optikák mérésére
Ma már nem elég az alapfelszereltség: Egyedi megoldások az ügyfél kívánságának megfelelően
méréstechnika
Tapasztalja meg a kiemelkedő funkciókat a munkadarab méretének rendkívüli rugalmasságával kombinálva, és növelje termelékenységét a gyártási környezetben.

A központosító csúcsok között rögzíthető munkadarabok rugalmas mérése
Nagy felbontású és nagyon gyors mátrix kamera a forgásszimmetrikus munkadarabok számos jellemzőjének mérésére.

Nagy pontosságú tapintórendszerrel kombinált gyors optikai mátrix kamera a forgásszimmetrikus munkadarabok nagyszámú jellemzőinek méréséhez.
Rugalmas rögzítési lehetőségek és nagy pontosságú kiállítás egy teljesen automatikus központosító és billenő asztal segítségével
Nagy felbontású és nagyon gyors mátrix kamera a forgásszimmetrikus munkadarabok számos jellemzőjének mérésére. Teljesen automatikus központosító és billenő asztal kiegészítése az extrém gyors, mechanikus beállításhoz, a rugalmas befogási lehetőségekhez.
Nagy pontosságú tapintórendszerrel kombinált gyors optikai mátrix kamera a forgásszimmetrikus munkadarabok nagyszámú jellemzőinek méréséhez. Teljesen automatikus központosító és billenő asztal kiegészítése az extrém gyors, mechanikus beállításhoz, a rugalmas befogási lehetőségekhez és pl. a belső mérésekhez is.

Rendszerek az alak- és helyzettűrések méréséhez, pl. köralakúság, síklapúság, egyenesség vagy koaxialitás. Manuálistól a teljesen automatikusig.

Mérje költséghatékonyan, egyszerűen és mégis nagy pontossággal az olyan jellemzőket mint körkörösség, egyenesség és radiális ütés. Manuális alakmérő készülékeink alkalmasak mind a mérőszobában, mind a gyártásközi méréshez.

Automatikus formamérő rendszereinkkel a tesztelési költségek növelése nélkül csökkentheti a folyamat költségeit – stabil, innovatív, nagyfokú automatizálással, rugalmassággal és pontossággal rendelkező eszközökkel.
méréstechnika
Tapasztalja meg a kiemelkedő funkciókat a munkadarab méretének rendkívüli rugalmasságával kombinálva, és növelje termelékenységét a gyártási környezetben.
A központosító csúcsok között rögzíthető munkadarabok rugalmas mérése
Rugalmas rögzítési lehetőségek és nagy pontosságú kiállítás egy teljesen automatikus központosító és billenő asztal segítségével

Optikai és tapintásos tengelymérő rendszerek a durva gyártási környezetben történő használatra. Minden szokásos forgásszimmetrikus munkadarab komplett mérése.
.
Univerzális, teljesen automatikus és robusztus optikai tengelymérő készülékek durva termelési környezetben történő használathoz.

Optikai-tapintásos tengelymérő készülékek durva gyártási környezetben történő használatra. Minden szokásos forgásszimmetrikus munkadarab komplett mérése.
méréstechnika
Tapasztalja meg a kiemelkedő funkciókat a munkadarab méretének rendkívüli rugalmasságával kombinálva, és növelje termelékenységét a gyártási környezetben.
A központosító csúcsok között rögzíthető munkadarabok rugalmas mérése
Rugalmas rögzítési lehetőségek és nagy pontosságú kiállítás egy teljesen automatikus központosító és billenő asztal segítségével

Technológiák és termékek széles választéka a felületek és geometriák gyors és érintés nélküli rögzítéséhez.
Geometriai elemek gyors kiértékeléséhez
Érdesség, kontúr és sok más felületi paraméter meghatározása.

Felületmérés-technika az ipar és a kutatás számára

Minimális érdességek - nanométeres pontossággal

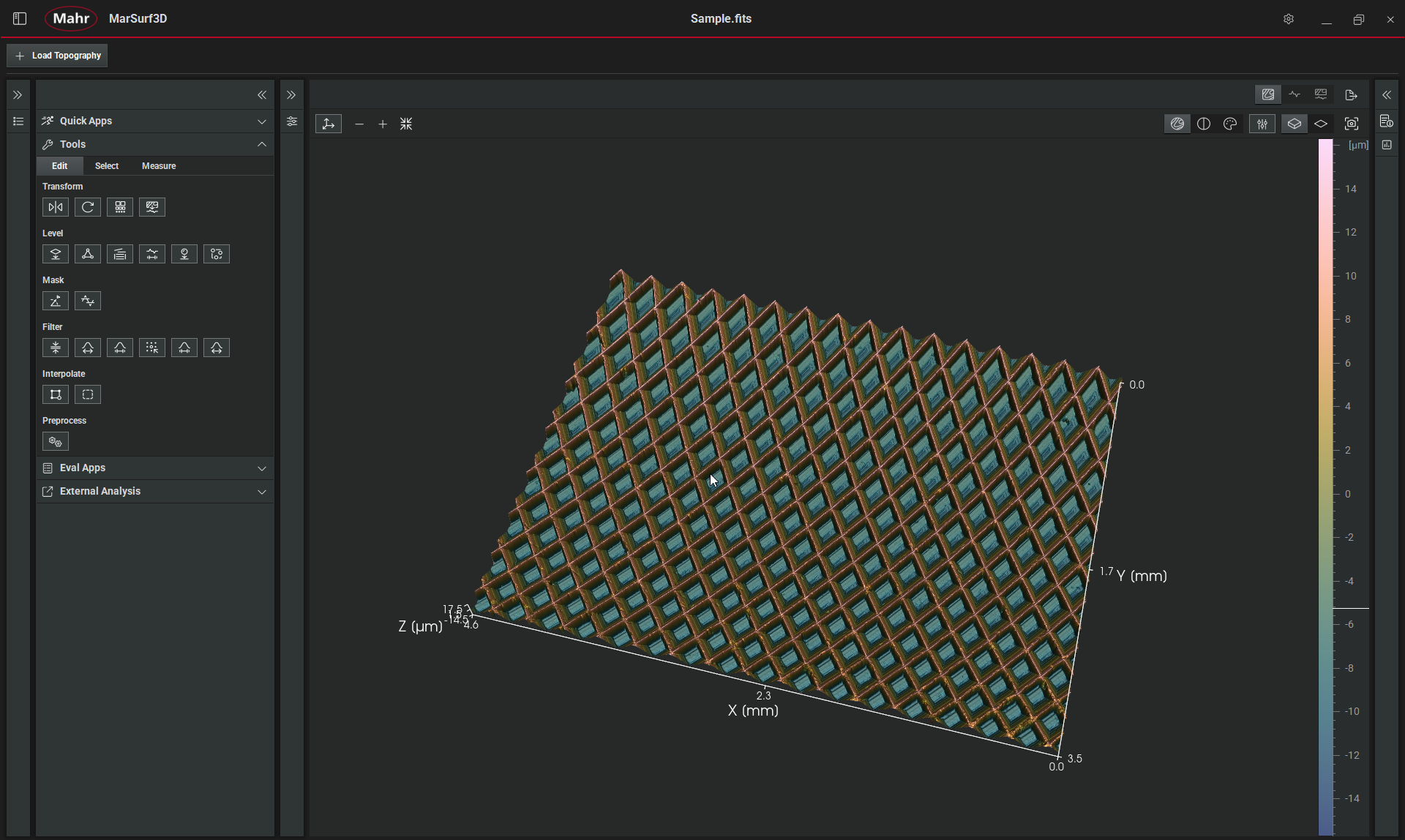
Felületi topográfiák és geometriák optikai elemzése

Felületmérés-technika az ipar és a kutatás számára
Surface metrology for industry and research

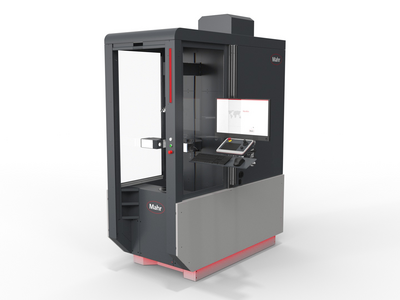
Megújult rendszerek a bevált Mahr minőségben
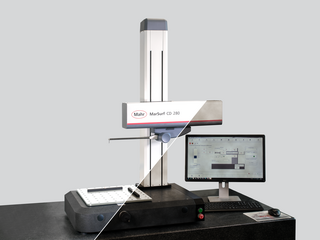
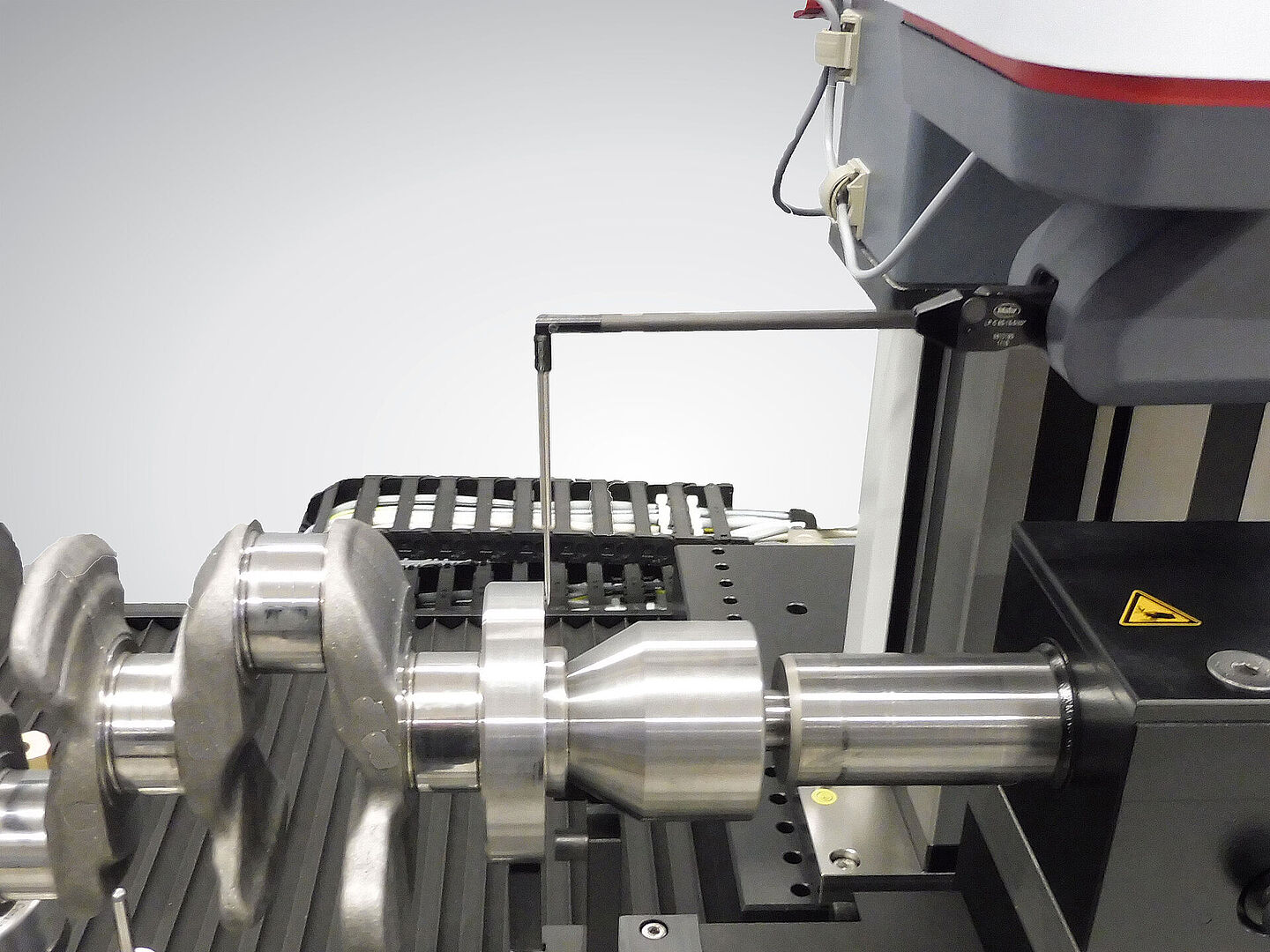
CNC mérőállomás forgattyú- és vezérműtengelyekhez

A kontúr- és felületi érdességmérő állomások iránti kereslet folyamatosan növekszik - ahogyan az is, hogy sok felhasználó szeretné automatizálni mérési folyamatait. A Mahr konfigurációs lehetőségek széles skáláját kínálja, amelyekkel egy szabványos felületmérő állomás néhány alkatrész hozzáadásával nagy teljesítményű CNC mérőállomássá bővíthető. "Ez egyrészt tengelyek és hardverkomponensek révén lehetséges, másrészt a programozás a MarWin alapú szabványos szoftverrel a mérésvarázsló segítségével könnyen elvégezhető" - magyarázza Karl-Heinz Gödecke, a göttingeni székhelyű méréstechnikai specialista alkalmazásmérnöke. "Számos alkalmazás végezhető el az így konfigurált CNC-mérőállomásokkal, különösen a raklaptartókban lévő több munkadarabon végzett mérések vagy az átfeszítés nélküli munkadarabon végzett mérések." A további követelményeket - például magasabb fokú automatizáltság, a tapadókarok cseréjének kényelme, testre szabott tengelybővítés - a MarSurf Xp szoftverrel ellátott CNC-mérőgépsor teljesíti.
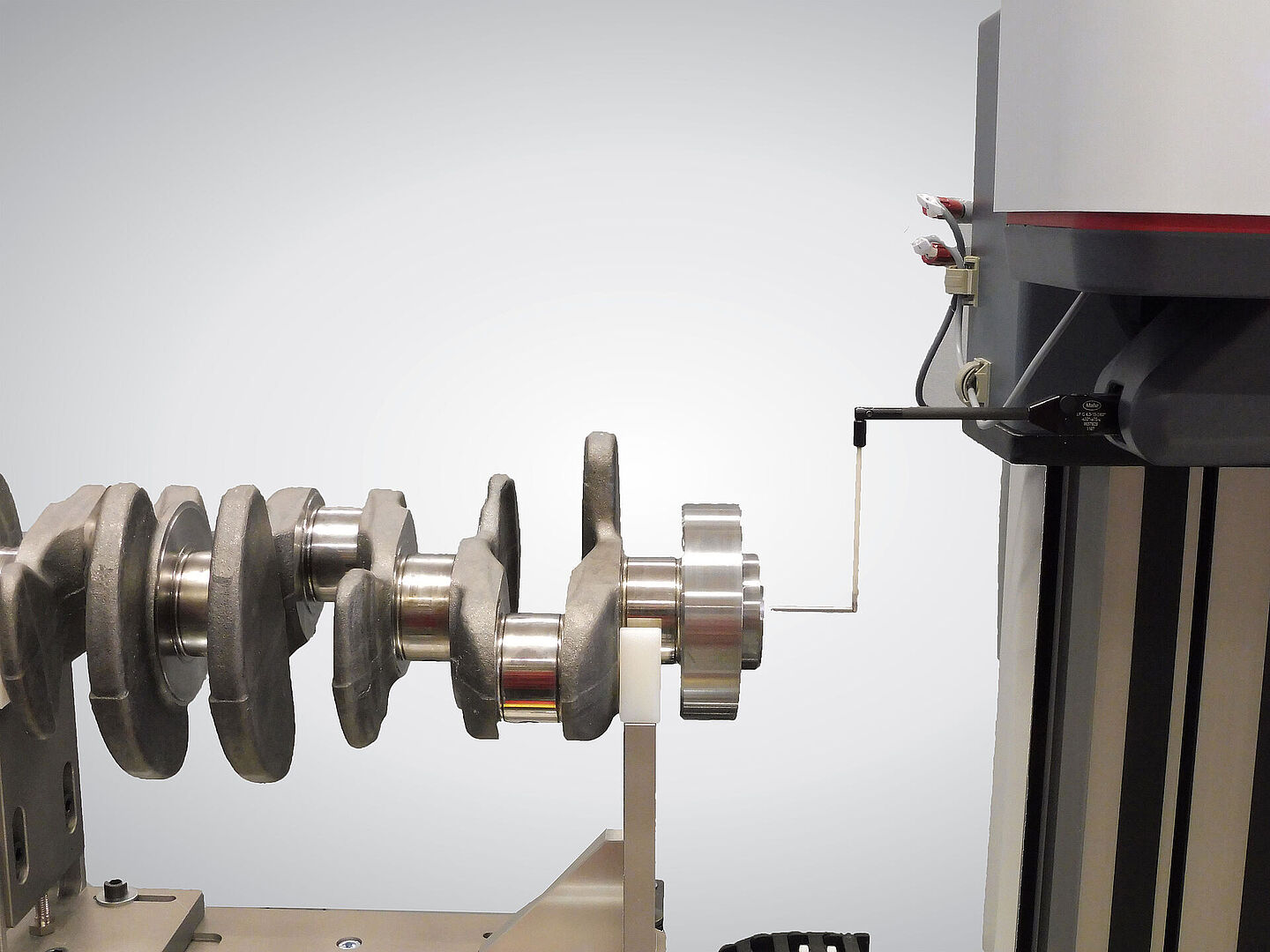
Kontúrmérés a csapágyvégén
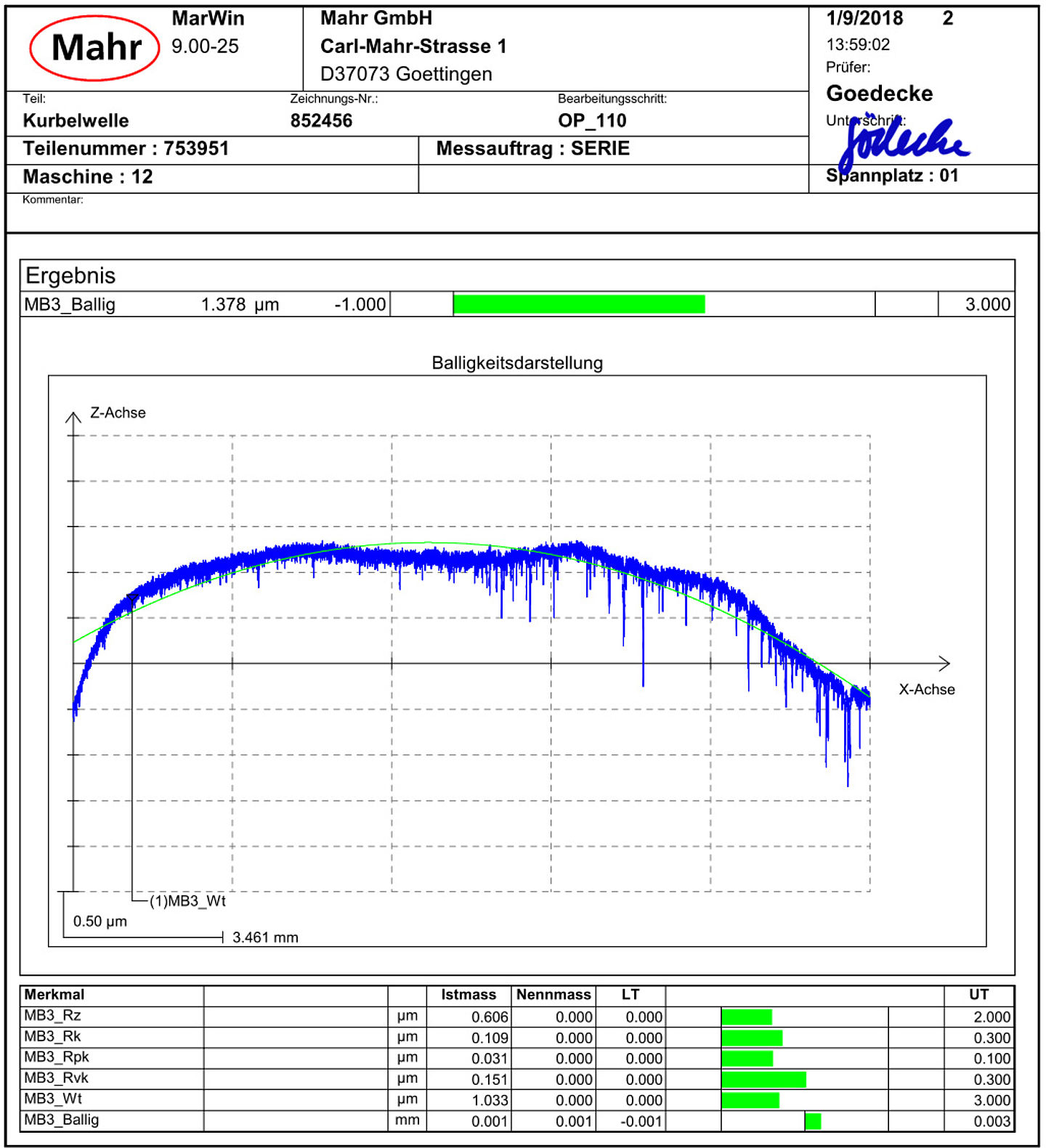
Például a CNC-mérőállomáson egyetlen méréssel mérhetők az érdességi paraméterek, a hullámosság és az anyagtartalom, valamint a sugarak, a távolságok, a szögek, az egyenesség, a párhuzamosság és a koronázás. A mérőállomás automatikusan meghatározza és kompenzálja a radiális rögzítési hibákat és az X-pozíciós hibákat. A fő- és csapágyak mérése ezután teljesen automatikusan történik. A CNC-tengelyek automatikusan elmozdulnak az összes mérési pontra a megfelelő befeszítésben. Ez akár 95 százalékkal csökkenti a kezelők időigényét a kézi mérőállomáshoz képest.

A CNC-mérőállomásba integrált LD 130 adagolóegység a mérőállvány forgástengelyével 45 fokban megdönthető, hogy optimálisan meg lehessen mérni a csapágy átmenetét a perem és az arc területén. Az LD 130 adagolóegységbe és az LD 130 adagolóegységre szerelt ütközésvédelmi rendszer a mágnesesen tartott mérőkarral és annak elektromos érintkezési pontjaival együtt megbízható ütközésvédelmet biztosít. A prizmák vízszintes befogási helyzetében a forgattyús tengely furatában az érdesség és a kontúr mérése történik. A függőleges befogási helyzetben viszont a forgattyús tengely orsópofáinak érdességi paraméterei, távolságai és sugarai mérhetők.
Mérés a "CNCplus" programmal végzett rövid képzés után
A kezelők már rövid betanítás után képesek gyorsan és megbízhatóan ellenőrizni a munkadarabokat. A CNCplus program a mérési folyamathoz kapcsolódó konkrét utasításokkal és képekkel támogatja őket. A megfelelő ellenőrzési terv automatikusan előhívható a munkadarab adatai alapján. "Az adatok vagy listákból kerülnek kiválasztásra, vagy a DMC-kód beolvasásával generálódnak. Ez biztosítja, hogy a hozzárendelt ellenőrzési terv és a megfelelő protokoll és exportadatok automatikusan betöltődjenek" – foglalja össze Gödecke.
A rendszergazdának lehetősége van a vizsgálati adatok, a mérési helyek és a vizsgálandó jellemzők kiválasztására is. Ez azt jelenti, hogy a beállítás után gyorsan elvégezhetők a mérések. A mérési sorrend a mérés megkezdése előtt automatikusan optimalizálódik, ami minimális vizsgálati ciklusokat eredményez. A CNCplus program a mindenkori gyártási folyamatoknak és a gyártási szekvenciák függőségeinek megfelelően van konfigurálva, így mind a menüstruktúra az ügyfélspecifikus gyártási szekvenciát tükrözi, mind az adatexport az egyedi igényekhez igazodik. A felhasználók így már a kezdetektől fogva ismerős gyártási struktúrákat találnak, és a program menüstruktúráját is ismerik.
Időt és költségeket takarít meg
A teljesen automatikus mérési folyamatoknak köszönhetően a kezelőnek csak be kell szorítania a forgattyús tengelyt a tartóba, és el kell indítania a programot. A kézi mérőállomással összehasonlítva akár 90 százalékkal kevesebb munkaerőre van szükség a tengely ellenőrzéséhez: Egy kézzel mért, 60 jellemzőt tartalmazó, 4 hengeres forgattyústengely csapágyainak és sugarainak vizsgálatára fordított átlagos idő körülbelül 2,5 óra. Ezzel szemben ugyanez a forgattyús tengely a CNC mérőállomással automatikusan 30 perc alatt ellenőrizhető, ami 80 százalékkal gyorsabb. Az egyes csapágypontok koronázásának méréséhez a profil a csapágy teljes szélességében rögzítésre kerül, majd az értékelési tartományt a rajzbejegyzés alapján automatikusan kiszámítják. Végül a koronázást ezen a területen mérik meg.
Mérési feladatok
- Érdesség és magérdesség
- Anyagtartalom
- Hullámosság
- Egyenesedés
- Koronázás
- Távolságok, sugár, szög, helyzet
- Vonalforma-eltérés
- Tolerancia és össztűrés ellenőrzése